
Microstructure and properties of TA2/ Co13Cr28Cu31Ni28/ Q235 pulsed TIG weld joint
-
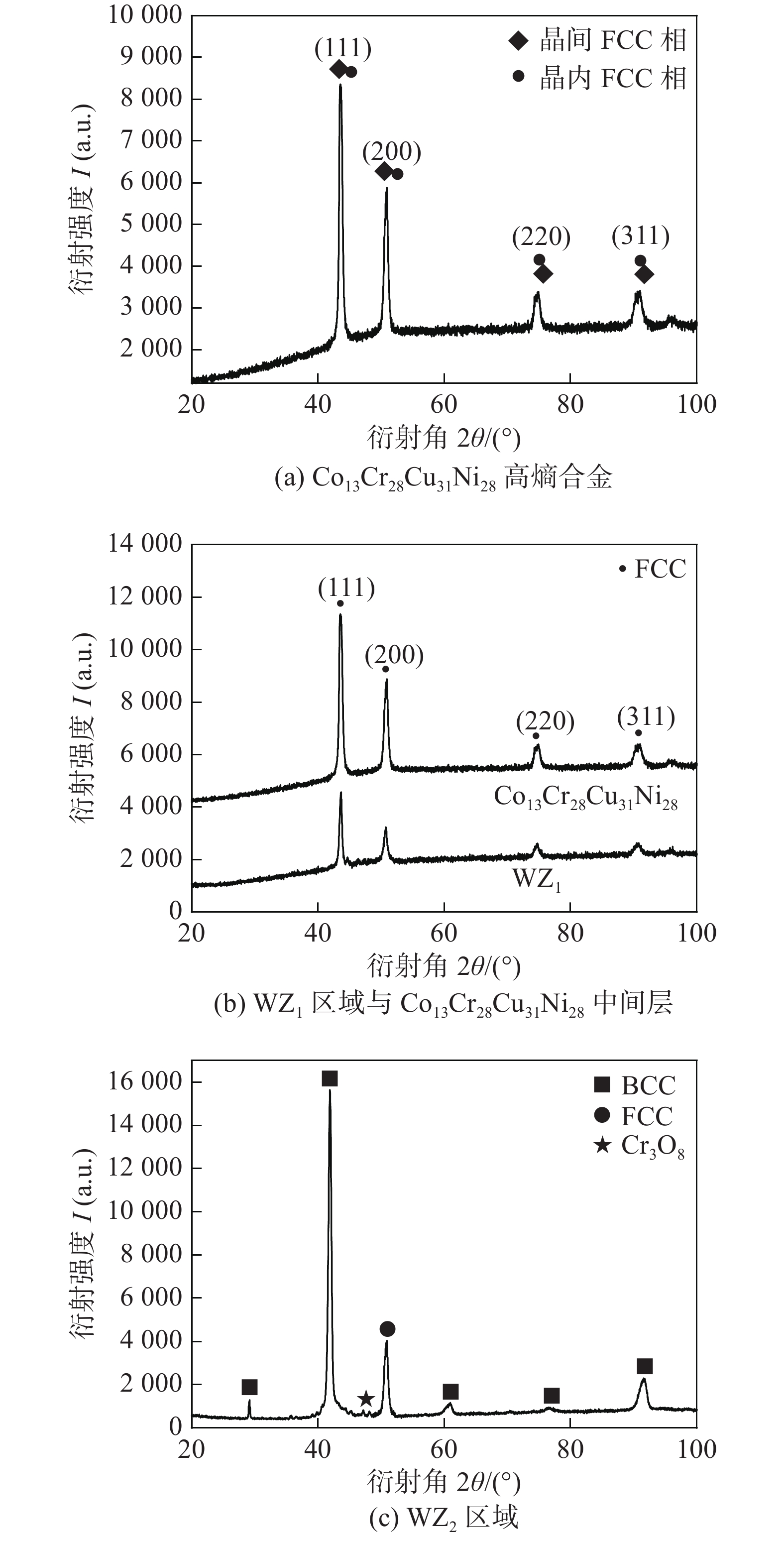
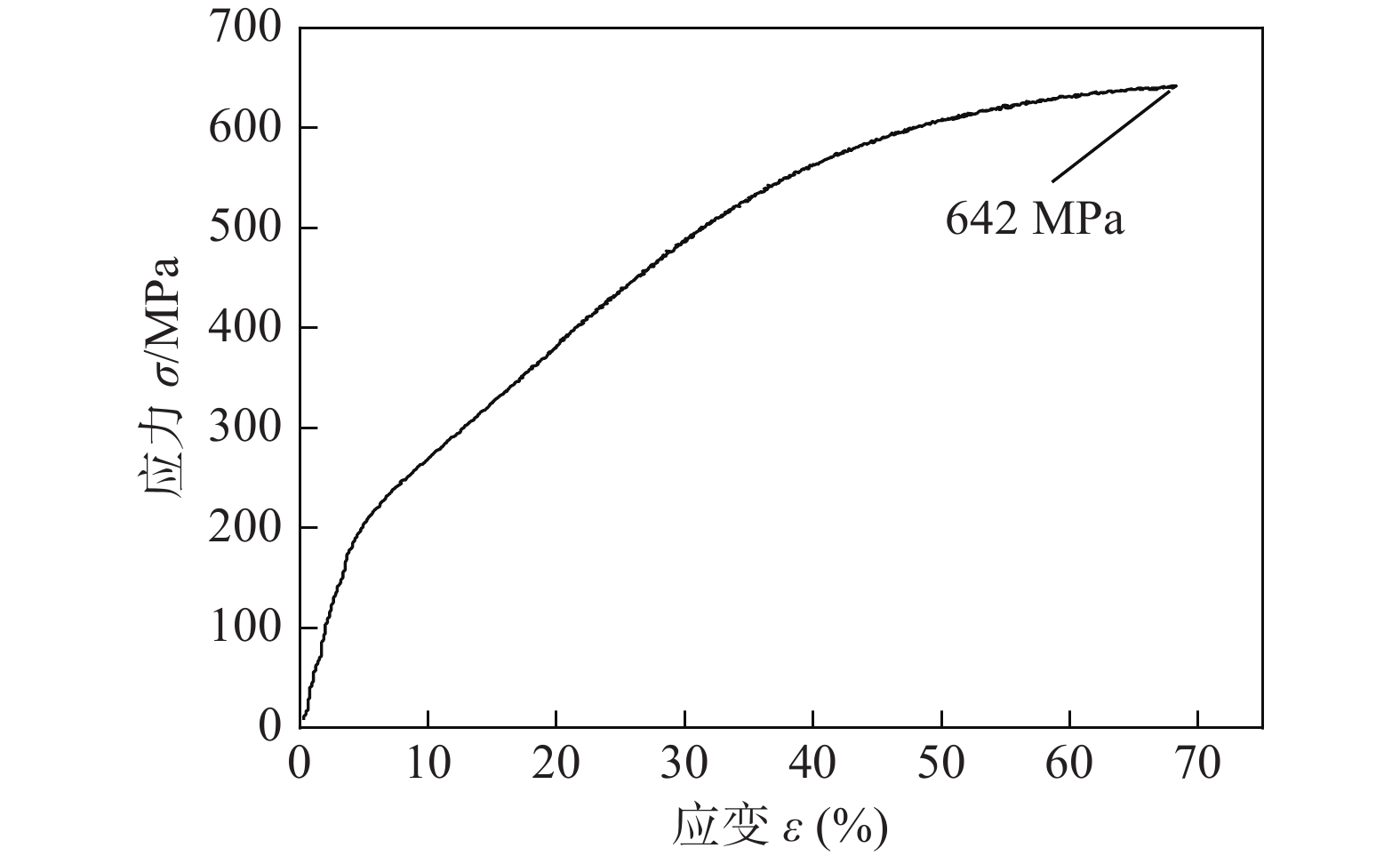
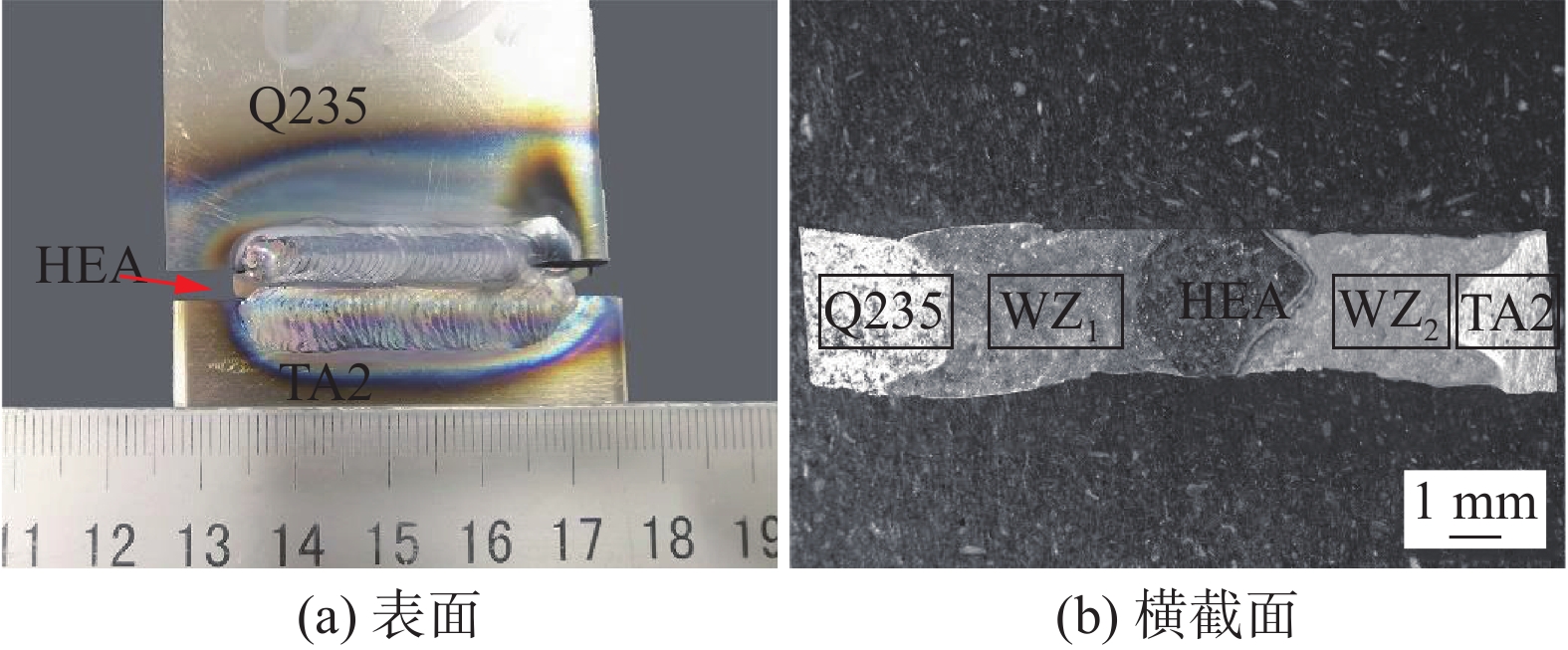
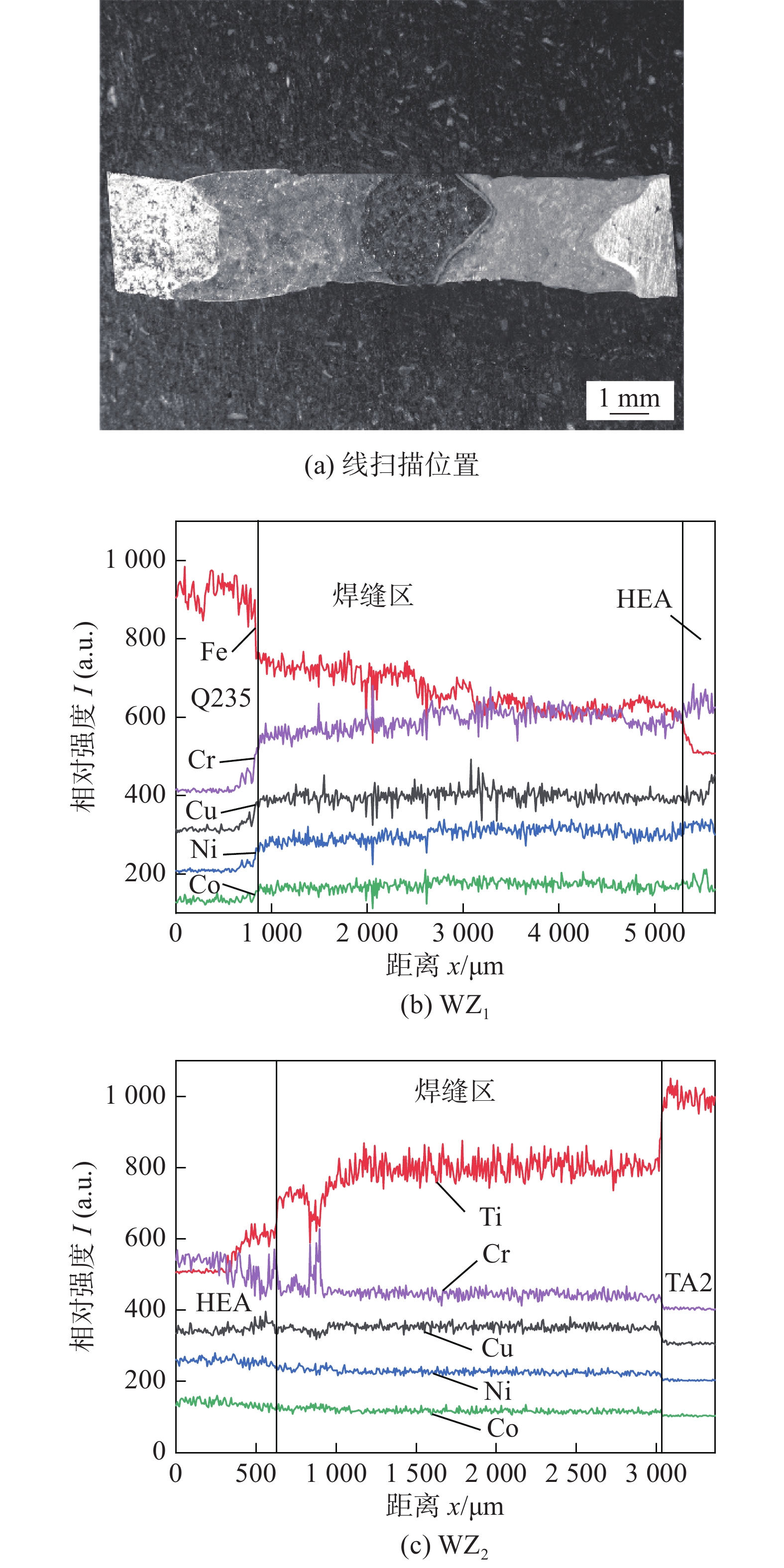
摘要: 针对钢与钛之间因物化性能差异大,焊接过程易产生大量金属间化合物而难以实现可靠连接的问题,依据焊缝金属固溶高熵化思路,选用Co13Cr28Cu31Ni28高熵合金作为中间过渡层对TA2钛和Q235钢进行脉冲钨极氩弧焊,并对Co13Cr28Cu31Ni28高熵合金及接头的组织和性能进行分析研究. 结果表明,Co13Cr28Cu31Ni28主要是双相面心立方结构,分别为富Cu的晶间和晶内面心立方结构,强度和塑性良好;焊接接头两部分焊缝均成形良好,无气孔、裂纹等缺陷,焊缝组织均为简单的固溶体结构,Q235侧焊缝主要为面心立方结构相,TA2侧焊缝主要由简单的体心立方结构和面心立方结构相构成,以体心立方结构相为主;焊接接头抗拉强度为224 MPa,在TA2侧靠近高熵合金的熔合线处断裂,主要由于生成了脆性的Cr3O8,断口有较多韧窝和一部分解理面,为混合断裂,表现出一定的韧性断裂特征.Abstract: Due to the significant difference in physical and chemical properties between steel and titanium, a large number of intermetallic compounds are formed in the weld, which makes it difficult to achieve reliable connections. According to the idea of solid dissolution and high entropy of weld metal, Co13Cr28Cu31Ni28 high entropy alloy was selected as an intermediate transition layer for pulse tungsten inert gas welding of TA2 titanium and Q235 steel, the microstructure and properties of Co13Cr28Cu31Ni28 high entropy alloy and the weld joint were analyzed and studied. The results show that Co13Cr28Cu31Ni28 mainly has a two-phase face-centered cubic structure (FCC),which is cu-rich intercrystalline FCC phase and intra crystalline FCC phase, and its strength and plasticity are good. The welded joint is formed well, without stomals, cracks and other defects. The weld microstructure is composed of simple solid solution structures, which are mainly FCC phases on the Q235 side, and mainly body-centered cubic structure (BCC) and FCC phases on the TA2 side, mainly composed of BCC phases. The tensile strength of the welded joint is 224 MPa, broken at the fusion zone near the high entropy alloy on the TA2 side, this is mainly due to the formation of brittle Cr3O8. Many dimples and cleavage planes are observed on the fracture port, which shows certain tough fracture characteristics.
-
Keywords:
- TA2 titanium /
- Q235 steel /
- high entropy alloy /
- pulse TIG welding /
- microstructure and properties
-
0. 序言
铝合金在船体建造中得到广泛应用,1561铝合金较常规5xxx铝合金具有更好的耐腐蚀性和力学性能[1-4]. 目前,针对1561铝合金焊接过程的研究主要集中在熔化焊. 韩善果等人[5]采用双面单弧TIG立焊方法对1561铝合金进行了工艺试验,研究了接头微观组织和力学性能,结果表明,细小、弥散分布的(FeMn)Al6相具有较好的强化效果;闫德俊等人[6]采用双面双弧TIG焊方法对1561铝合金进行了焊接,发现了焊缝区域存在特殊的组织不均匀性;刘伟亮[7]采用MIG横焊方法研究了焊缝气孔敏感性与力学性能间的关系,并进行了工艺优化. 国内外针对1561铝合金的FSW工艺试验和接头微观组织的研究相对较少. 基于此,文中采用恒压力控制模式对1561铝合金进行FSW试验,并对接头微观组织进行深入研究.
1. 试验材料及方法
试验采用4 mm厚的1561铝合金轧制态板材,平均晶粒尺寸约为6.0 μm,化学成分如表1所示. 搅拌头轴肩为同心环形貌,直径为12 mm,搅拌针为带螺纹锥状,针长3.85 mm,试验设备采用自行研制的FSW-K-1000-55-3D型机器人搅拌摩擦焊接系统,具备恒压力控制功能,试验过程中焊接压力为10 kN,搅拌头转速为800 r/min,焊接速度为200 mm/min,焊接倾角为2.5°.
表 1 1561铝合金化学成分(质量分数,%)Table 1. Chemical composition of 1561 aluminum alloyMg Mn Fe Si Zn Zr Cu Al 6.2 0.85 0.4 0.35 0.12 0.017 0.012 余量 焊前对板材进行机械打磨,并用无水乙醇清除表面油污. 焊后采用Barker试剂作为电解液对FSW接头进行电解抛光,并采用Axio Imager M2m型光学显微镜对接头宏观形貌及拉伸后的断裂位置进行观察,采用Nova Nano SEM 430型场发射扫描电子显微镜对接头不同区域晶粒形态进行EBSD分析,采用JEM-2100F型透射电子显微镜(TEM)观察接头不同区域位错特征和沉淀相形态及分布,TEM试样经砂纸研磨后进行双喷减薄(电解液体积比为HNO3∶CH3OH = 1∶3).
2. 试验结果与分析
接头横截面宏观组织形貌如图1所示,1561铝合金FSW接头可分为母材(BM)、热影响区(HAZ)、热力影响区(TMAZ)和搅拌区(SZ)4个区域,其中SZ为搅拌针和轴肩共同作用区域,呈漏斗状,SZ中心存在洋葱环,这是由于焊接过程中位于搅拌头后方的塑化金属经搅拌头挤压而形成的[8-10].
2.1 晶粒形态
接头不同区域的晶粒形态如图2所示,BM组织保持为轧制态,晶粒内部存在大量不稳定亚结构(图2a),平均晶粒尺寸为6.0 µm;HAZ受热输入影响,平均晶粒尺寸长大至10.9 µm;TMAZ受机械搅拌作用和热输入的共同影响,部分晶粒发生动态再结晶,TMAZ晶粒在塑化金属的流动牵引作用下发生扭曲变形,最终被拉长,且具有一定方向性(图2c),平均晶粒尺寸为6.8 µm;SZ受到搅拌头的直接搅拌作用,所有晶粒发生动态再结晶,晶粒呈细小等轴状(图2d),平均晶粒尺寸为4.0 µm.
![]() 图 2 接头不同区域晶粒形态Figure 2. Grain morphologies of the FSW joints in different zones. (a) BM; (b) HAZ; (c) TMAZ; (d) SZ
图 2 接头不同区域晶粒形态Figure 2. Grain morphologies of the FSW joints in different zones. (a) BM; (b) HAZ; (c) TMAZ; (d) SZ2.2 晶界形态
接头不同区域晶界取向差分布如图3所示,文中定义亚晶界取向差小于2°,小角度晶界取向差大于2°且小于等于15°,大角度晶界取向差为大于15°. BM晶粒内亚结构的存在导致小角度晶界占比高达88%,HAZ微观组织发生回复及生长行为,是由于在焊接热循环的作用下,母材冷加工后产生的位错进行滑移,异号位错相互抵消,释放长程应力. 从图3a,3b可以看出,HAZ的亚结构相对于BM明显减少,且EBSD结果表明HAZ晶粒尺寸由母材的6.8 μm生长至10.9 μm,同时大角度晶界发生迁移,此时小角度晶界占比下降至78%. TMAZ由于发生部分动态再结晶,已发生动态再结晶晶粒的原始晶界全部消失,在回复过程中,重新形成的小角度晶界和原始小角度晶界均向大角度晶界转变,由于TMAZ热输入量较HAZ增多,回复效果有所提升,小角度晶界占比进一步下降至75%,SZ晶粒均发生动态再结晶,热输入量高于TMAZ,回复效果最好,此时小角度晶界占比急剧下降至39%,且取向差为45°附近时的大角度晶界占比达到最高.
![]() 图 3 接头不同区域晶界取向差分布Figure 3. Distributions of grain boundaries misorientations in different zones of the FSW joint. (a) BM; (b) HAZ; (c) TMAZ; (d) SZ
图 3 接头不同区域晶界取向差分布Figure 3. Distributions of grain boundaries misorientations in different zones of the FSW joint. (a) BM; (b) HAZ; (c) TMAZ; (d) SZ2.3 位错形态
接头不同区域位错特征如图4所示,焊接过程中BM经历了最严重的塑性变形,引入大量增殖位错,因此晶粒内分布有大量位错胞结构(图4a),位错密度较大,与BM中小角度晶界分布结果相吻合. HAZ晶粒在长大过程中,位错发生滑移,随着小角度晶界向大角度晶界的逐渐转变,晶粒内位错密度有所降低. TMAZ受机械搅拌作用后,晶粒内部产生新的无序散乱位错(图4b),在随后的回复过程中,位错发生滑移以及更高难度的攀移,不断在晶界处塞积,同时部分晶粒内的位错受第二相的钉扎作用而弯曲和拉长. SZ晶粒内发现了明显的位错墙(图4c)和亚晶界(图4d)等亚结构特征,可知该区发生了连续动态再结晶[11-12]. 动态再结晶晶粒在回复过程中,胞壁位错重新排列而形成位错墙结构,位错墙相互合并后重新形成亚晶界,晶界取向差随亚晶粒的长大而逐渐增大,最终形成大角度晶界. 此过程中,异号位错不断抵消,位错密度逐渐下降. 结合接头晶界取向差分布可知,SZ中小角度晶界占比最低,且在转变为大角度晶界过程中异号位错抵消数量较多,故SZ位错密度低于TMAZ.
![]() 图 4 接头位错特征Figure 4. Dislocation characteristics of the joint. (a) dislocation cell; (b) scattered dislocation; (c) dislocation wall; (d) sub-grain boundary
图 4 接头位错特征Figure 4. Dislocation characteristics of the joint. (a) dislocation cell; (b) scattered dislocation; (c) dislocation wall; (d) sub-grain boundary2.4 沉淀相特征
接头沉淀相特征如图5所示,BM和接头中均分布有颗粒状和棒状两种形态的沉淀相,能谱分析结果表明,沉淀相主要由Al和Mn元素组成,如图5d ~ 5f所示. 相关研究表明,Al-Mg合金焊后接头的主要沉淀相为β(Mg2Al3)和Al6Mn等[13-14],可以推断文中出现的沉淀相为Al6Mn相,而BM和接头中并未发现β(Mg2Al3)相的存在,这是因为Mg主要固溶于基体α(Al)中,起固溶强化作用. BM中的棒状Al6Mn相长度不均,这是由于拍摄过程中投影角度不同所造成的. 同时发现沉淀相与基体具有一定方向性,可能与BM有一定的位向关系. TMAZ受部分机械搅拌作用影响后,棒状Al6Mn相较BM有所拉长. SZ中棒状Al6Mn相在剧烈的机械搅拌作用下发生破碎而减少,颗粒状Al6Mn相数量有所增加,说明焊接过程中SZ发生了溶解后再析出. 同时SZ存在的Al6Mn相主要出现在晶界和位错上,可见起到一定的钉扎作用,可抑制动态再结晶晶粒的长大. 由于1561铝合金属于不可热处理强化铝合金,同时接头中的Al6Mn相形态及数量与BM相比总体差异不大,且沉淀相种类并未发生变化,认为Al6Mn相对接头力学性能的强化作用较小.
![]() 图 5 接头沉淀相特征Figure 5. Precipitate characteristics of the FSW joint. (a) BM; (b) TMAZ; (c) SZ; (d) granular precipitation; (e) rod precipitation
图 5 接头沉淀相特征Figure 5. Precipitate characteristics of the FSW joint. (a) BM; (b) TMAZ; (c) SZ; (d) granular precipitation; (e) rod precipitation3. 结论
(1)焊接接头的HAZ在焊接热循环的作用下晶粒发生长大行为,平均晶粒尺寸由母材的6.0 µm 变为10.9 μm;TMAZ发生部分动态再结晶,晶粒被拉长,且具有一定方向性,平均晶粒尺寸为6.8 µm; SZ发生动态再结晶,晶粒呈细小等轴状,平均晶粒尺寸为4.0 µm.
(2) SZ中存在棒状和颗粒状Al6Mn相,起到了钉扎位错和阻碍动态再结晶晶粒长大的作用,同时发现了位错墙和亚晶界等亚结构特征的存在,证明SZ发生了连续动态再结晶.
(3)接头由BM向焊缝中心过渡时,小角度晶界占比和位错密度持续降低.
-
![]()
图 2 中间层髙熵合金及焊接接头的微观组织
Figure 2. Microstructure of high entropy alloy interlayer and weld joint. (a) interlayer of Co13Cr28Cu31Ni28; (b) fusion boundary adjacent to Q235; (c) center of weld(WZ1); (d) fusion boundary(WZ1) adjacent to Co13Cr28Cu31Ni28; (e) fusion boundary adjacent to TA2; (f) fusion boundary(WZ2) adjacent to Co13Cr28Cu31Ni28; (g) center of weld(WZ2); (h) enlarged view of region N in Fig. 2g; (i) enlarged view of region M in Fig. 2f
![]()
图 3 XRD衍射图谱
Figure 3. XRD patterns. (a) HEA of Co13Cr28Cu31Ni28; (b) WZ1 area and Co13Cr28Cu31Ni28 interlayer ; (c) WZ2 area
![]()
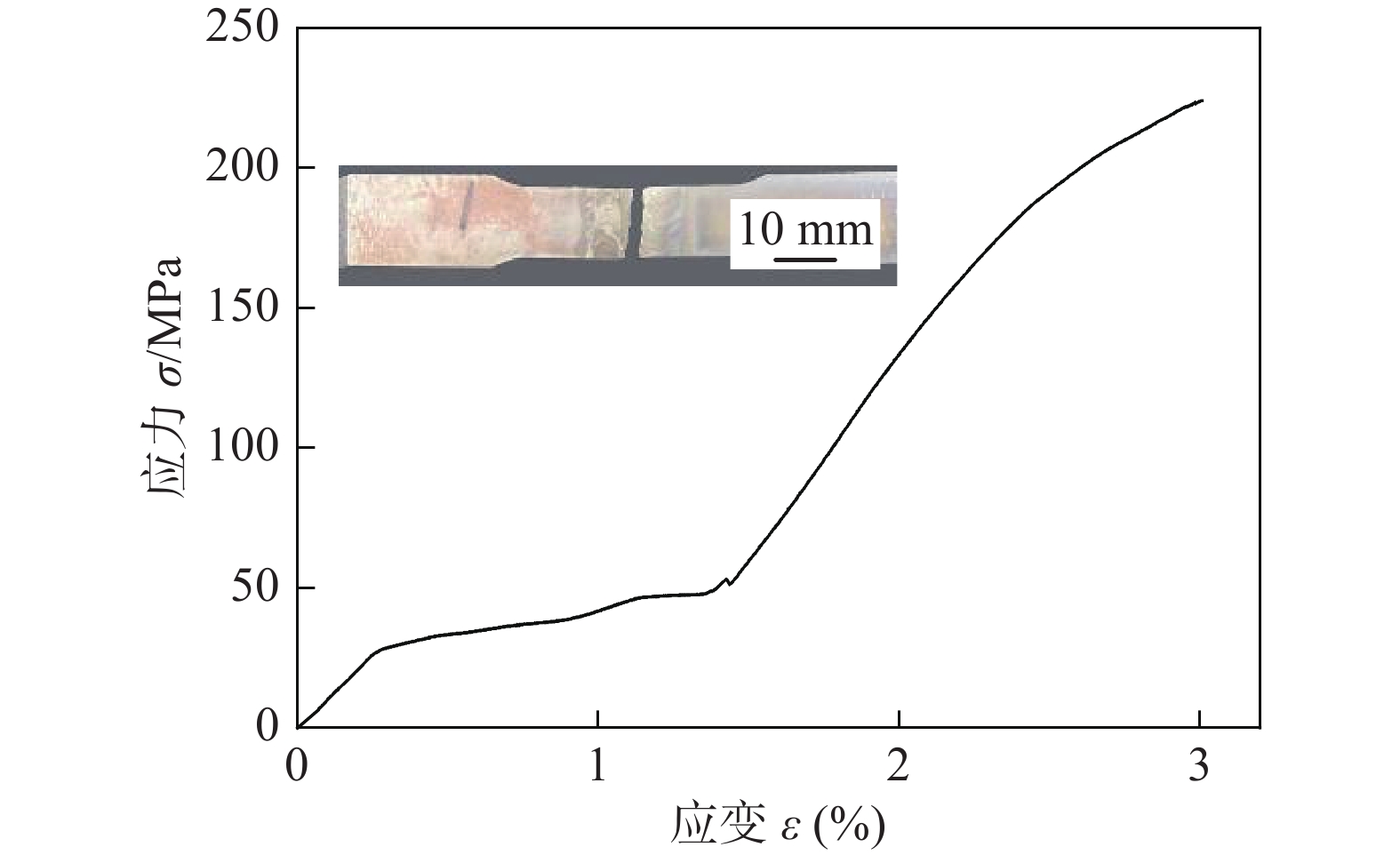
图 4 Co13Cr28Cu31Ni28高熵合金的应力-应变曲线
Figure 4. Stress-strain curve of Co13Cr28Cu31Ni28 high-entropy alloy
![]()
图 5 Co13Cr28Cu31Ni28作为过渡层的TA2/Q235 接头
Figure 5. Co13Cr28Cu31Ni28 serves as a transition layer for the TA2/Q235 joint. (a) surface; (b) cross section
![]()
图 6 焊接接头线扫描位置及结果
Figure 6. EDS line scanning positions and results of weld joint. (a) EDS line scanning positions; (b) WZ1; (c) WZ2
![]()
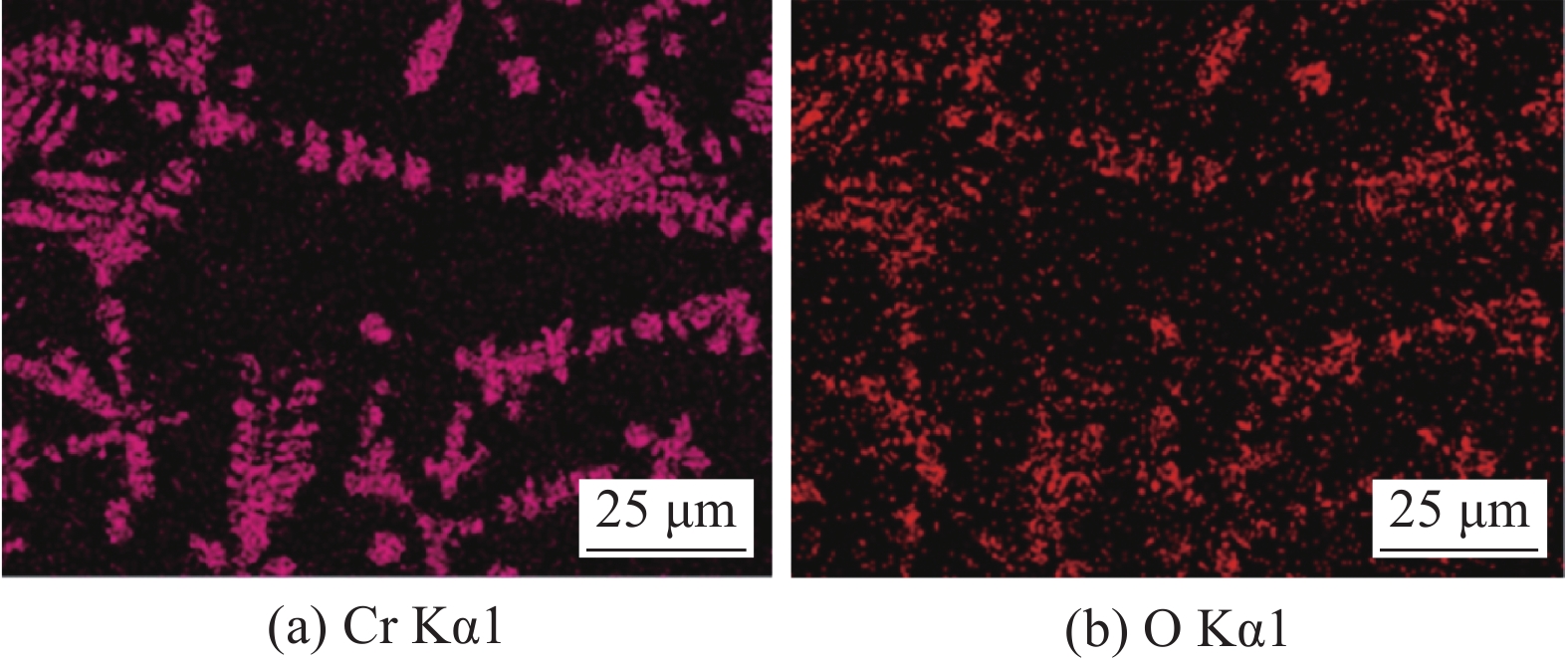
图 7 高熵合金/焊缝结合区EDS面扫描结果
Figure 7. EDS surface scanning results of HEA/weld bonding zone. (a) Cr Kα1; (b) O Kα1
表 1 焊接工艺参数
Table 1 Welding process parameters
焊接位置 峰值电流
I/A占空比
D(%)脉冲频率
f /Hz焊接速度
v /(mm·s−1)氩气流量
Q /(L·min−1)过渡层Q235侧 150 53 2 1.4 20 过渡层TA2侧 110 50 2 1.5 20  下载: 导出CSV
下载: 导出CSV
表 2 Co13Cr28Cu31Ni28 EDS分析结果(原子分数,%)
Table 2 EDS analysis results of Co13Cr28Cu31Ni28
测点 Cu Cr Ni Co A 9.3 36.9 34.5 19.3 B 80.6 3.9 8.9 6.6
下载: 导出CSV
表 3 WZ1区域EDS点成分分析结果(原子分数,%)
Table 3 EDS point component analysis results of WZ1 region
位置 Fe Cu Cr Ni Co I 31.5 17.8 21.3 19.2 9.6 II 32.9 16.5 19.2 18.3 13.1 III 32.2 17.3 20.6 19.1 10.2 平均值 32.2 17.2 20.37 18.87 10.97
下载: 导出CSV
表 4 WZ2区域EDS分析结果(原子分数,%)
Table 4 EDS analysis results of WZ2 region
位置 Ti Cu Cr Ni Co 1 51.3 16.8 9.3 14.9 7.7 2 63.3 18.8 8.9 7.0 2.0 3 37.9 19.3 6.5 18.3 8.0 4 28.9 29.1 8.7 25.6 7.7 5 5.8 3.6 85.8 2.7 2.1 6 34.3 19.8 17.3 18.9 7.7 7 28.9 29.1 11.7 22.3 7.0
下载: 导出CSV
-
[1] 刘全明, 龙伟民, 傅莉, 等. 氢致TA10钛合金焊接接头拉伸性能演变[J]. 焊接学报, 2020, 41(12): 20 − 24. Liu Quanming, Long Weimin, Fu Li, et al. Tensile properties evolution of hydrogen-induced TA10 titanium alloy welded joints[J]. Transactions of the China Welding Institution, 2020, 41(12): 20 − 24.
[2] 房中行, 史长根, 冯柯, 等. TA2-1060-TA2复合板爆炸焊接试验及性能测试[J]. 焊接学报, 2019, 40(9): 87 − 92. Fang Zhonghang, Shi Changgen, Feng Ke, et al. Explosive welding experiment and property test of TA2-1060-TA2 cladding plate[J]. Transactions of the China Welding Institution, 2019, 40(9): 87 − 92.
[3] 刘坤, 李亚江, 王娟, 等. 填丝TIG焊TA15钛合金与18-8钢接头的微观组织[J]. 焊接学报, 2017, 38(2): 57 − 60. Liu Kun, Li Yajiang, Wang Juan, et al. Microstructure of TA15 alloy and 18-8 stainless steel joint by TIG with filler metal[J]. Transactions of the China Welding Institution, 2017, 38(2): 57 − 60.
[4] Ghosh M, Das S, Banarjee P S. Variation in the reaction zone and its effects on the strength of diffusion bonded titanium–stainless steel couple[J]. Materials Science & Engineering A, 2005, 390(1): 217 − 226.
[5] Shiue R K, Wu S K, Shiue J Y, et al. Infrared brazing of Ti-6Al-4V and 17-4 PH stainless steel with (Ni)/Cr barrier layer(s)[J]. Materials Science and Engineering A, 2008, 488(1): 186 − 194.
[6] Isaev V I, Cherepanov A N, Shapeev V P. Numerical study of heat modes of laser welding of dissimilar metals with an intermediate insert[J]. International Journal of Heat and Mass Transfer, 2016, 99: 711 − 720. doi: 10.1016/j.ijheatmasstransfer.2016.04.019
[7] Wang T, Zhang B G, Wang H Q, et al. Microstructures and mechanical properties of electron beam-welded titanium-steel joints with vanadium, nickel, copper and silver filler metals[J]. Journal of Materials Engineering and Performance, 2014, 23(4): 1498 − 1504. doi: 10.1007/s11665-014-0897-8
[8] Yuan X J, Tang K, Deng Y Q, et al. Impulse pressuring diffusion bonding of a copper alloy to a stainless steel with/without a pure nickel interlayer[J]. Materials and Design, 2013, 52: 359 − 366. doi: 10.1016/j.matdes.2013.05.057
[9] Zhang Y, Zuo T T, Tang Z, et al. Microstructures and properties of high-entropy alloys[J]. Progress in Materials Science, 2014, 61(4): 1 − 93.
[10] 侯光远. 基于焊缝金属高熵化的钛/钢TIG焊研究[D]. 西安: 西安理工大学, 2015. Hou Guangyuan. Research on TIG welding of titanium/steel based on high entropy of weld metal [D]. Xi'an: Xi'an University of Technology, 2015.
[11] Hao X, Dong H, Xia Y, et al. Microstructure and mechanical properties of laser welded TC4 titanium alloy/304 stainless steel joint with (CoCrFeNi)100−xCux high-entropy alloy interlayer[J]. Journal of Alloys and Compounds, 2019, 803: 649 − 657. doi: 10.1016/j.jallcom.2019.06.225
[12] 翟秋亚, 刘帅宾, 杨全虎, 等. Ta1/Ta8Ni30Cr20Cu42/0Cr18Ni9储能焊接头组织与性能[J]. 焊接学报, 2020, 41(10): 60 − 64. doi: 10.12073/j.hjxb.20200822001 Zhai Qiuya, Liu Shuaibin, Yang Quanhu, et al. Microstructure and properties of Ta1/Ta8Ni30Cr20Cu42/0Cr18Ni9 energy storage welding joint[J]. Transactions of the China Welding Institution, 2020, 41(10): 60 − 64. doi: 10.12073/j.hjxb.20200822001
[13] Kulkarni R, Murty B S, Srinivas V. Study of microstructure and magnetic properties of AlNiCo(CuFe) high entropy alloy[J]. Journal of Alloys and Compounds, 2018, 746: 194 − 199. doi: 10.1016/j.jallcom.2018.02.275
[14] Zhang M, Zhang L, Fan J, et al. Microstructure and enhanced mechanical behavior of the Al7Co24Cr21Fe24Ni24 high-entropy alloy system by tuning the Cr content[J]. Materials Science and Engineering A, 2018, 733: 299 − 306. doi: 10.1016/j.msea.2018.07.069
[15] Xin Xian, Lin Lijing, Zhong Zhihong, et al. Precipitation and its strengthening of Cu-rich phase in CrMnFeCoNiCux high-entropy alloys[J]. Materials Science & Engineering A, 2018, 713: 134 − 140.
[16] Qiu X W, Liu C G. Microstructure and properties of Al2CrFeCoCuTiNix high-entropy alloys prepared by laser cladding[J]. Journal of Alloys & Compounds, 2013, 553: 216 − 220.
-
期刊类型引用(4)
1. 罗灿琳,林畅,曾煌杰,张永爱,孙捷,严群,吴朝兴,郭太良,周雄图. 电镀法制备超高密度Cu/Sn凸点和Cu/SnAg凸点及其微观形貌研究. 光电子技术. 2025(01): 10-17 .  百度学术
百度学术
2. 杜荣葆,邹贵生,王帅奇,刘磊. 金属纳米材料低温键合及图形化制备研究进展. 焊接学报. 2023(12): 82-96+142-143 . 本站查看
3. 赵鑫宇,刘强,程国文,林铁松,黄永德. 镀铜碳纳米管对铜基复合薄膜组织及性能的影响. 焊接学报. 2023(12): 56-62+140-141 . 本站查看
4. 王小伟,王凤江. Sn-58Bi微焊点组织与力学性能的尺寸效应行为. 焊接学报. 2023(12): 70-74+81+141-142 . 本站查看
其他类型引用(3)






计量
- 文章访问数: 360
- HTML全文浏览量: 71
- PDF下载量: 31
- 被引次数: 7
