
Welding thermal cycle of the laser-arc hybrid welding of the EQ70 steel and its effects on the microstructure evolution of the heat affected zone
-
摘要: 采用Visul Environment 软件建立了EQ70钢激光电弧复合焊的三维模型,并利用SYSWELD软件对激光电弧复合焊焊接温度场进行了有限元数值模拟,结合热电偶测温法和热影响区的微观组织表征分析了激光电弧复合焊热循环特点及其对热影响区组织演变的影响. 结果表明,采用双椭球体+峰值递增锥体组合型热源可以准确模拟复合焊温度场,电弧区、过渡区、激光区相同热影响区微区具有相近的热循环,热影响区加热速度可达400 ℃/s,1 100 ℃以上停留时间为0.79~1.33 s,t8/5为4~6 s. 粗晶区、细晶区组织为板条马氏体,临界区组织为马氏体+晶界碳化物,亚临界区组织为回火马氏体. 激光电弧复合焊具有快速加热、高温停留时间短的特点,在一定程度限制了奥氏体晶粒的长大,粗晶区和细晶区平均晶粒尺寸分别为42.7,19.8 μm.Abstract: The Visul Environment software was used to establish the 3D model of the laser-arc hybrid welding joint of EQ70 steel. The temperature field of the laser-arc hybrid welding was numerically simulated by the SYSWELD software. The thermal cycle characteristics of the laser-arc hybrid welding and its effects on the microstructure evolution of the heat affected zone (HAZ) were analyzed, combined with the thermocouple thermometry and microstructure characterization. The results shown that the combined heat source with double ellipsoid and peak increasing cone could accurately simulate the temperature field of the laser-arc hybrid welding, and the arc zone, transition zone and laser zone had similar thermal cycles in the same HAZ micro-zones. The HAZ heating rate can reach to 400 ℃/s, the dwelling time above 1 100 ℃ was 0.79−1.33 s, and the t8/5 was 4−6 s. The coarse grained HAZ (CGHAZ) and the fine grained HAZ (FGHAZ) were mainly comprised of lath martensite. The microstructure of the inter-critically HAZ (ICHAZ) was martensite and grain boundary carbides. The sub-critically HAZ (SCHAZ) composed of tempered martensite. The rapid heating and short high temperature dwelling time of the laser-arc hybrid welding limited the austenite grain growth to some extent, and the average grain size of the CGHAZ and FGHAZ were 42.7 μm and 19.8 μm, respectively.
-
Keywords:
- EQ70 /
- laser-arc hybrid welding /
- thermal cycle /
- heat affected zone
-
0. 序言
随着海洋工程装备领域的发展,大厚度超高强度钢板的应用不断增加,传统焊接技术难以满足其高效、高质量精确焊接需求. 激光电弧复合焊具有熔深大、效率高、坡口桥接性好、热影响区 (heat affected zone, HAZ)窄、焊接变形小等优点[1-3],在海洋工程装备中厚板结构焊接、大厚度超高强度钢板的焊接方面具有良好的应用前景.
E36和S355等低强度级别海工钢的激光电弧复合焊,国内外已先后实现了工程化应用[4]. 2002年,德国建立了第一条激光电弧复合焊生产线,可一次性焊接5 mm厚、20 m长的钢板,焊接速度提高3倍以上[5]. 2019年,中集来福士海洋工程有限公司联合哈尔滨焊接研究院有限公司等多家科研院所,建立了国内首套船板激光电弧复合焊系统,用于大幅板的拼接,单道焊缝可达22 m,焊接效率提升了5倍,焊接变形大大减少. 对于超高强度钢板的激光电弧复合焊仍处于研究阶段. 有研究发现激光电弧复合焊在焊接超高强度钢时,存在HAZ韧性波动大或韧性下降的问题. Wang等人[6]研究了8 mm厚800 MPa级别超高强钢激光电弧复合焊,发现HAZ试样冲击吸收能量只有母材的60%,断口呈现为脆性的准解离断裂特征. Hyatt等人[7]利用激光-GMAW复合焊对25 mm厚HY-80钢进行焊接,结果表明HAZ韧性波动较大,且低于标准要求.
采用降低碳当量、控轧控冷、微合金化等冶金技术,EQ70钢具有良好的强韧性匹配. 焊接是一个急速加热、冷却的非平衡过程,该过程会破坏EQ70钢的强韧性. Bao等人[8-9]研究发现,EQ70钢激光电弧复合焊接头出现了HAZ局部脆化现象. 为研究激光电弧复合焊技术对EQ70钢焊接HAZ组织演变的影响,分别采用有限元数值模拟技术和热电偶测温法对EQ70钢激光电弧复合焊焊接热循环进行了研究,并结合HAZ微观组织表征,分析了激光电弧复合焊焊接热循环对HAZ组织演变的影响. 文中研究有利于了解EQ70钢激光电弧复合焊HAZ微观组织特点,为进一步解决HAZ的脆化问题提供理论依据.
1. 试验方法
试验选用调质态EQ70钢,单边钢板尺寸为500 mm × 120 mm × 23 mm,化学成分见表1. 采用45°V形坡口,钝边为6 mm,坡口间隙为0~1 mm. 保护气体为80%Ar + 18%CO2 + 2%O2混合保护气体. 激光电弧复合焊系统主要包括激光器、焊接电源、焊接机器人系统、复合焊专用焊头、水冷机、焊接夹具等,其中激光器为德国IPG photonics公司生产的YLS-10000光纤激光器,焊接电源为奥地利Fronius公司生产的TPS-4000型逆变电源.采用激光与电弧旁轴复合形式焊接,激光在前,电弧在后. 焊接工艺参数见表2. 采用DM2500M Leica型光学显微镜(OM)、JSM-7200F型扫描电子显微镜(SEM)和FEI-Talos-F200型透射电子显微镜(TEM)对EQ70钢激光电弧复合焊接头的HAZ组织进行观察.
表 1 EQ70钢的化学成分(质量分数,%)Table 1. Chemical compositions of EQ70 steelC Si Mn P Cu Cr Mo V N B Al Ni Fe 0.12 0.25 1.09 0.004 0.28 0.58 0.53 0.04 0.003 9 0.000 9 0.074 2.46 余量 表 2 焊接工艺参数Table 2. Welding process parameters激光功率
P/kW焊接电流
I/A电弧电压
U/V焊接速度
v/(m·min−1)气体流量
Q/(L·min−1)光丝间距
DLW/mm激光离焦量
DL/mm激光与电弧夹角
α/(°)5.5 260 26.0~26.4 0.6 20 10 +6 55 2. 温度场数值模拟与热循环测量
2.1 温度场数值模拟
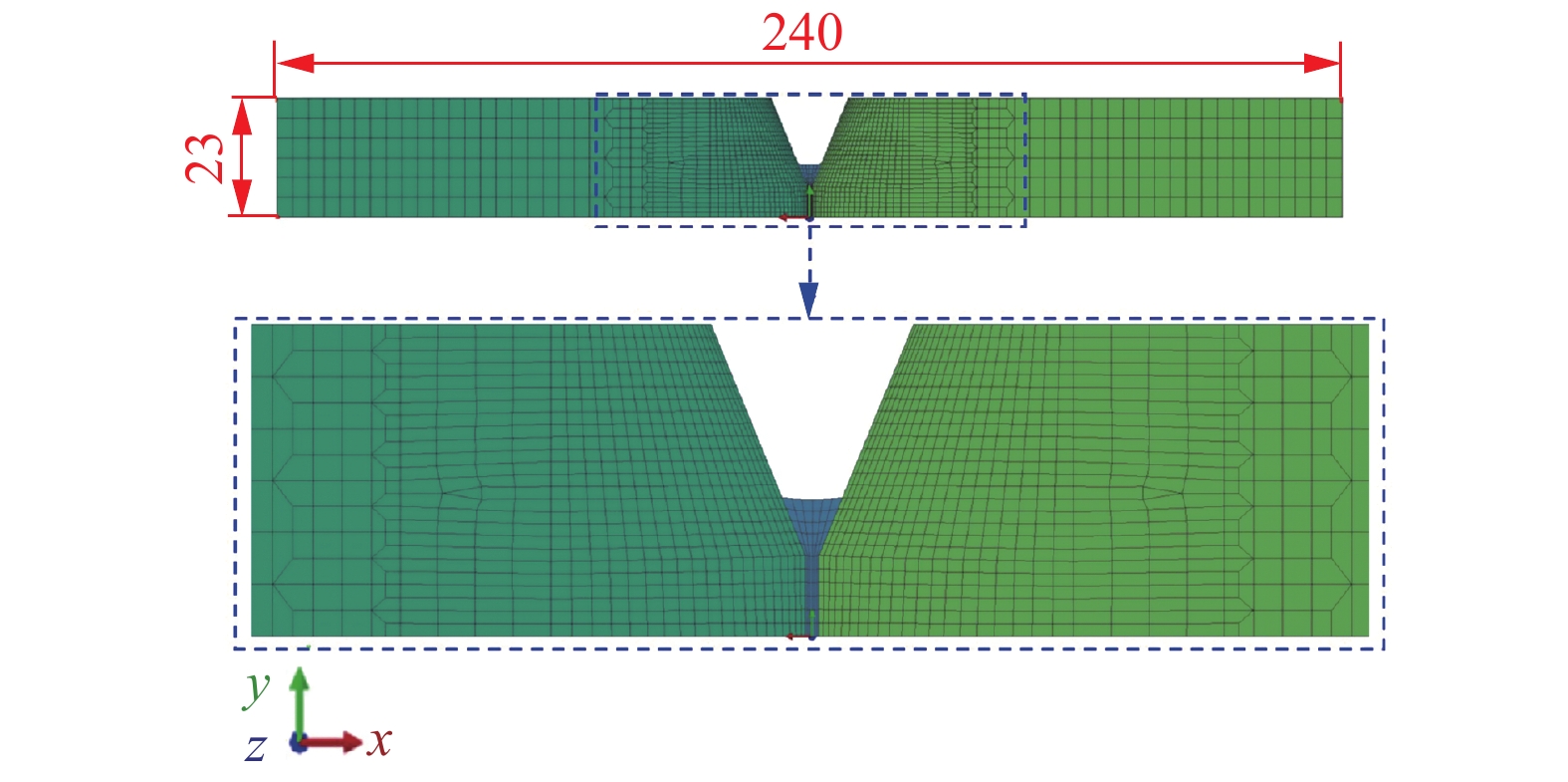
利用Visul Environment 软件建立三维模型,尺寸为500 mm × 240 mm × 23 mm,坡口形式与实际焊接一致. 为方便提取HAZ不同部位的热循环曲线,按照近焊缝区域网格划分密集、远离焊缝区域网格划分稀疏的原则划分网格,连接处设置网格逐步稀疏的过渡区. 近焊缝区域最小网格宽度为0.15 mm,其它区域网格宽度为1~3 mm,网格总数为177 044个,节点总数为163 800个. 网格尺寸的梯度化既保证了数值模拟的精度,也节约了计算时间. 图1为三维有限元模型.
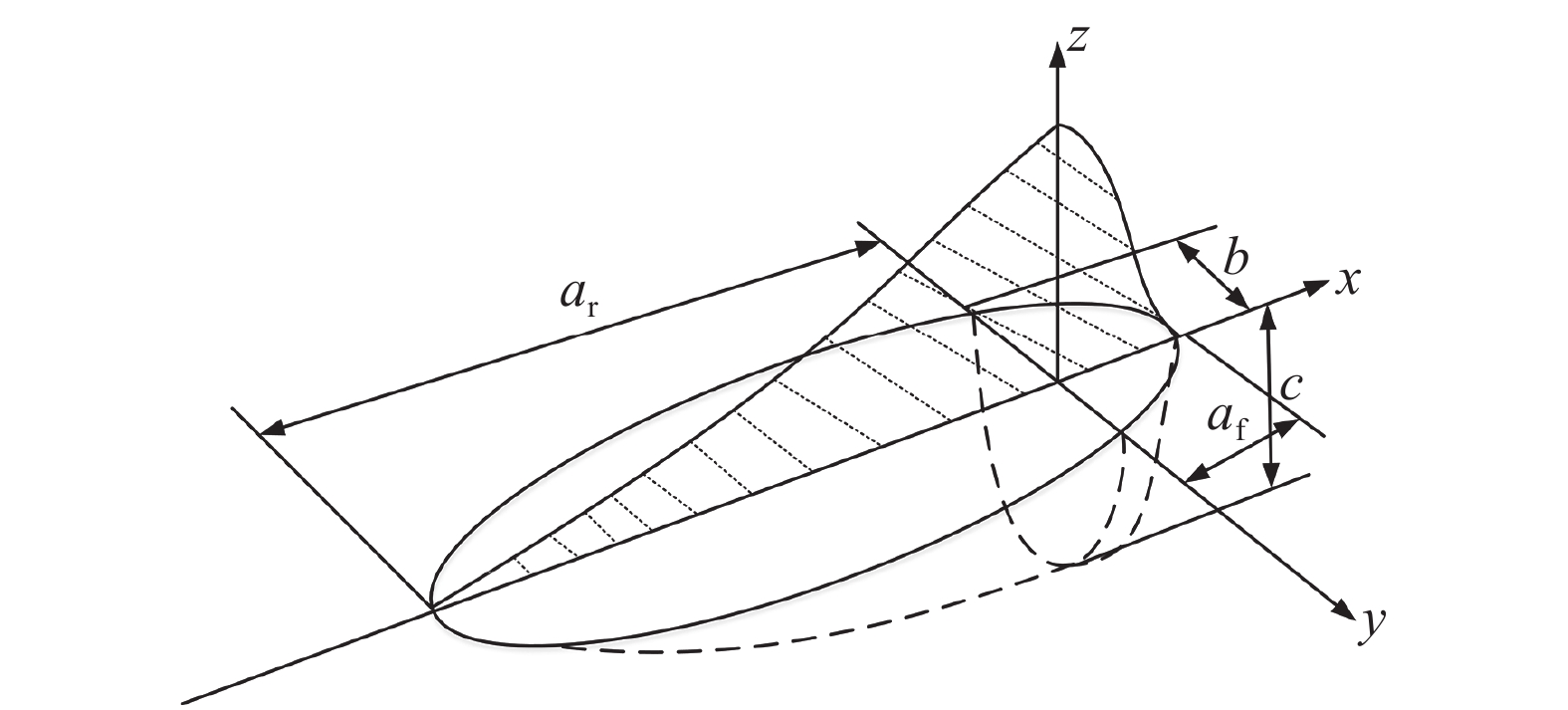
正确的热源模型对模拟结果的准确性至关重要. 复合焊集成了激光热源和电弧热源的特点,采用组合型热源模型对其温度场进行模拟. 为简化计算,将电弧热输入与熔滴热焓合并考虑,采用双椭球体热源模型[10]表征电弧热源,图2为双椭球体热源模型,其热流密度分布函数如公式(1)~式(2)所示.
$${q_{\rm{f}}}{{(x,y,{\textit{z}}) = }}\frac{{{\rm{12}}\sqrt 3 \eta UI}}{{\left( {{a_{\rm{f}}}{\rm{ + }}{a_{\rm{r}}}} \right){b_{\rm{h}}}{c_{\rm{h}}}{\rm{{\text{π}} }}\sqrt {\rm{{\text{π}} }} }}{\rm{exp}}\left( {{\rm{ - }}\frac{{{\rm{3}}{{{x}}^{\rm{2}}}}}{{a_{\rm{f}}^{\rm{2}}}}{\rm{ - }}\frac{{{\rm{3}}{{{y}}^{\rm{2}}}}}{{b_{\rm{h}}^{\rm{2}}}}{\rm{ - }}\frac{{{\rm{3}}{{{{\textit{z}}}}^{\rm{2}}}}}{{c_{\rm{h}}^{\rm{2}}}}} \right),{{x}} \geqslant {\rm{0}}$$ (1) $${q_{\rm{r}}}{{(x,y,{\textit{z}}) = }}\frac{{{\rm{12}}\sqrt {\rm{3}} \eta UI}}{{\left( {{a_{\rm{f}}}{\rm{ + }}{a_{\rm{r}}}} \right){b_{\rm{h}}}{c_{\rm{h}}}{\rm{{\text{π}} }}\sqrt {\rm{{\text{π}} }} }}{\rm{exp}}\left( {{\rm{ - }}\frac{{{\rm{3}}{{{x}}^{\rm{2}}}}}{{a_{\rm{r}}^{\rm{2}}}}{\rm{ - }}\frac{{{\rm{3}}{{{y}}^{\rm{2}}}}}{{b_{\rm{h}}^{\rm{2}}}}{\rm{ - }}\frac{{{\rm{3}}{{{{\textit{z}}}}^{\rm{2}}}}}{{c_{\rm{h}}^{\rm{2}}}}} \right),{{x}} < 0$$ (2) 式中:η为热效率;I为焊接电流;U为电弧电压;qf,qr分别为热源前端和远端的热流密度分布函数;af,ar,bh,ch分别为双椭球体热源的形状参数.
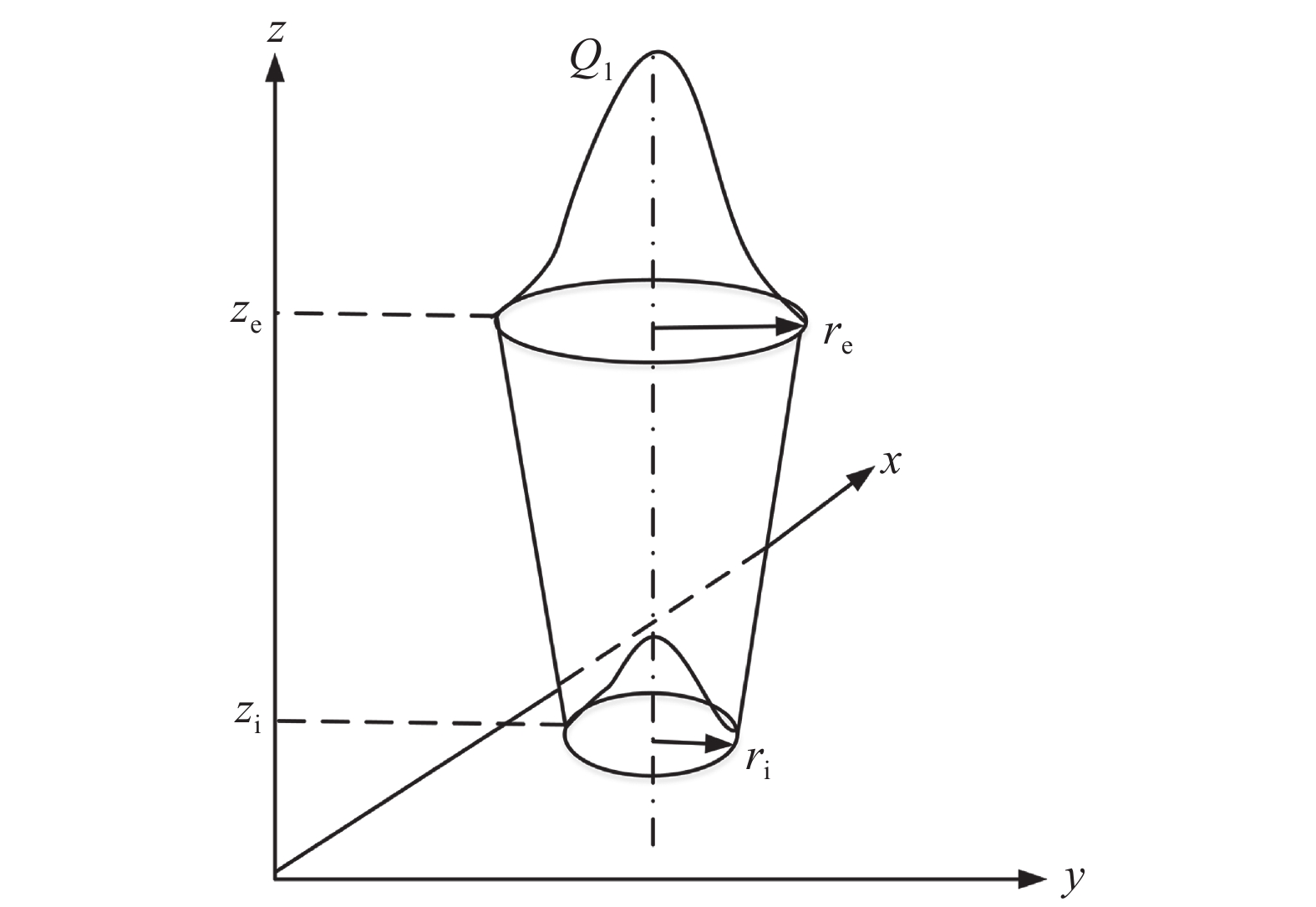
激光焊能量比较集中,主要通过“小孔”效应传导能量,上部能量密度大于下部. 综合考虑热流峰值密度沿焊件厚度方向的变化,采用热流峰值指数递增锥体热源模型[11]表征激光热源,图3为锥体热源模型,其热流密度分布函数如公式(3) ~ 式(4)所示.
$$q\left( {{{r,{\textit{z}}}}} \right) = {Q_0}\exp \left[ {\frac{{\ln \chi }}{{{{\textit{z}}_{\rm{i}}} - {{\textit{z}}_{\rm{e}}}}}\left( {{{\textit{z}}} - {{\textit{z}}_{\rm{e}}}} \right)} \right]\exp \left[ { - \frac{{3{{{r}}^2}}}{{r_0^2\left( {\rm{{\textit{z}}}} \right)}}} \right]$$ (3) $$ {{{Q}}_0} =\frac{{3{{{Q}}_1}\ln \chi }}{{\left\{ {r_{\rm{e}}^2 - r_{\rm{i}}^2 - 2\dfrac{{{r_{\rm{i}}} - {r_{\rm{e}}}}}{{\ln \chi }}\left[ {{r_{\rm{e}}} - {r_{\rm{i}}}\chi - \dfrac{{{r_{\rm{i}}} - {r_{\rm{e}}}}}{{\ln \chi }}\left( {1 - \chi } \right)} \right]} \right\}}} \dfrac{1}{{{\text{π}} \left( {1 - {e^{ - 3}}} \right)\left( {{{\textit{z}}_{\rm{i}}} - {{\textit{z}}_{\rm{e}}}} \right)}} $$ (4) 式中:r0(z)为z坐标处热源半径;ze,zi为热源上、下表面z坐标;re,ri为热源上、下表面半径;Q1为激光有效热输入;χ为热源上、下表面热流峰值比例系数;Q0为计算常数.
为减少计算量,温度场计算中仅考虑固体热传导过程,忽略熔池内流体流动. 瞬态热传导方程[11]如公式(5)所示.
$$\frac{\partial }{{{\partial _{{x}}}}}\left( {\lambda \frac{{\partial {{T}}}}{{\partial {{x}}}}} \right) + \frac{\partial }{{{\partial _{{y}}}}}\left( {\lambda \frac{{\partial {{T}}}}{{\partial {{y}}}}} \right) + \frac{\partial }{{{\partial _{{{\textit{z}}}}}}}\left( {\lambda \frac{{\partial {{T}}}}{{\partial {{{\textit{z}}}}}}} \right) + Q = \rho c\frac{{\partial {{T}}}}{{\partial t}}$$ (5) 式中:ρ为预置层密度;c为预置层热容量;λ为预置层的热导率;T为温度分布函数;Q为相变潜热;t为时间.
2.2 热循环测量
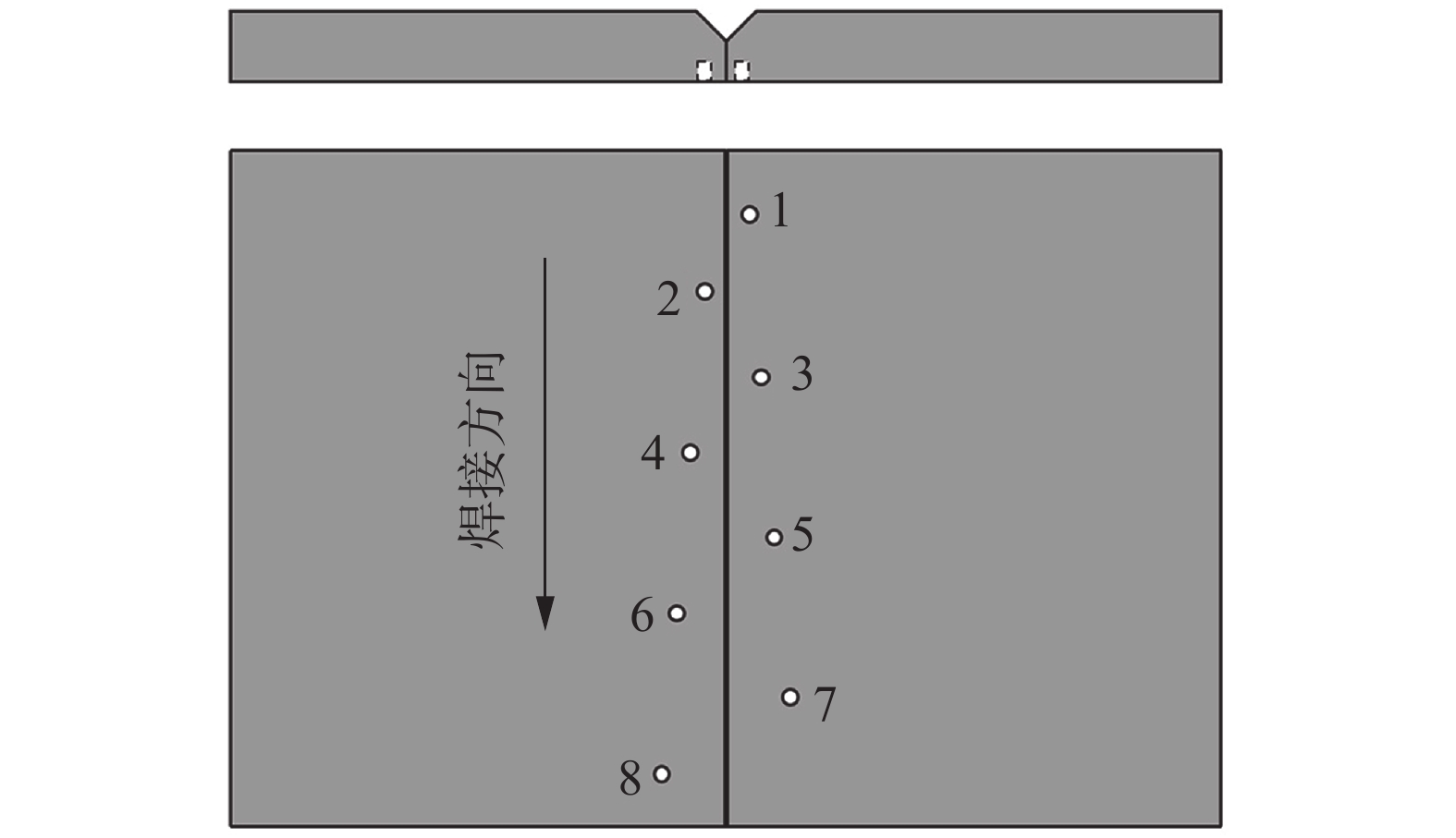
采用热电偶测温法对EQ70钢复合焊热循环进行测量. 在钢板背面,距中心不同距离处打1~8号测量孔. 其中1,2号孔距中心距离为2 mm,3,4号孔距中心距离为3 mm,5,6号孔距中心距离为4 mm,7,8号孔距中心距离为5 mm. 图4为测量点分布示意图. 选用高温热电偶,瞬态最高测量温度可达1 300 ℃以上. 热电偶与数据采集模块连接,所有测量点同步采样. 数据采集模块通过USB 2.0接口与计算机连接,通过动态温度场测试分析软件实时显示并记录各测量点的热循环曲线.
3. 试验结果与分析
3.1 复合焊的接头形貌
图5为EQ70钢复合焊接头形貌. 在复合焊热源作用下,单道打底焊实现了10 mm的焊接熔深,焊缝成形美观且无明显缺陷. 焊接接头呈典型的“酒杯状”,分为上部电弧区、下部激光区和中部过渡区. 电弧区主要受电弧热源影响,焊缝较宽,最大宽度为5.2 mm. 激光区主要受激光热源影响,焊缝窄而深. 中部过渡区最小宽度为1.4 mm. 由于激光功率较高,激光区的热输入较大,下部激光区HAZ较宽,最大宽度达到3.1 mm. 上部电弧区的热输入相对较小,HAZ宽度较窄,最大宽度为1.6 mm.
3.2 复合焊热循环数值模拟与测量结果
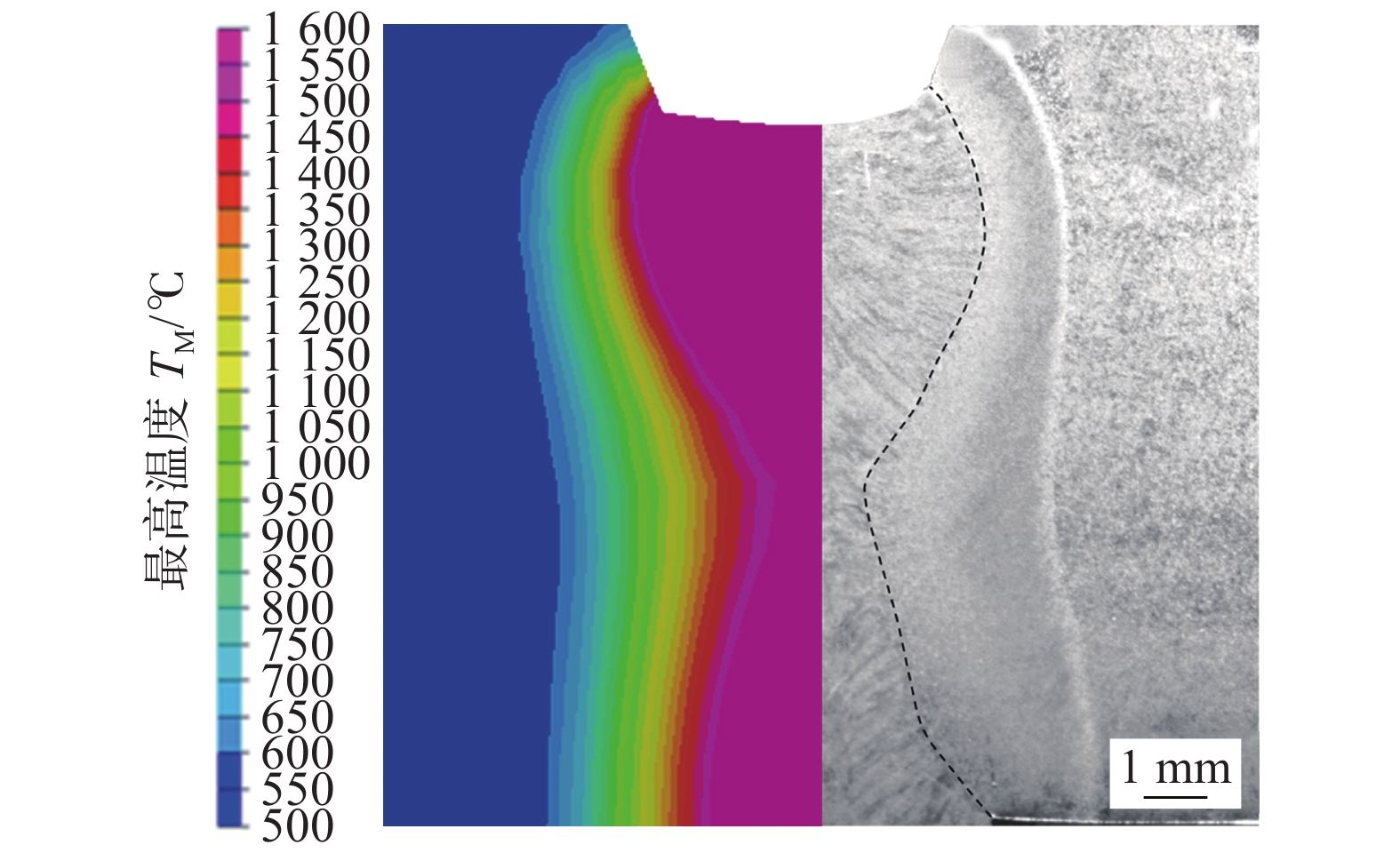
图6为模拟焊缝与实际焊缝对比图,颜色代表网格点最高温度. 模拟焊缝截面与实际焊缝高度吻合,说明采用双椭球体+峰值递增锥体组合型热源可以准确的模拟复合焊温度场的分布特征.分别提取电弧区、过渡区、激光区HAZ网格节点热循环曲线和数据,如图7和表3所示. 从图7和表3可知,电弧区、过渡区、激光区HAZ具有相似的热循环曲线. 网格点峰值温度TM随dWM的增加而降低,最高可达1 400 ℃左右. 随dWM的增加,网格点升至峰值温度所需时间较长,冷却时间t1100, t8/5较低.
![]() 图 6 模拟焊缝与实际焊缝对比Figure 6. Comparison of simulated welded joint and actual welded joint
图 6 模拟焊缝与实际焊缝对比Figure 6. Comparison of simulated welded joint and actual welded joint![]() 图 7 不同区域HAZ网格节点分布及其热循环曲线Figure 7. Distribution and thermal cycle curves of HAZ mesh points in different zones. (a) arc zone mesh points distribution; (b) transition zone mesh points distribution; (c) laser zone mesh points distribution; (d) thermal cycle curves of arc zone mesh points; (e) thermal cycle curves of transition zone mesh points; (f) thermal cycle curves of laser zone mesh points表 3 不同区域HAZ网格节点的焊接热循环参数Table 3. Welding thermal cycle parameters of different mesh nodes in different HAZs
图 7 不同区域HAZ网格节点分布及其热循环曲线Figure 7. Distribution and thermal cycle curves of HAZ mesh points in different zones. (a) arc zone mesh points distribution; (b) transition zone mesh points distribution; (c) laser zone mesh points distribution; (d) thermal cycle curves of arc zone mesh points; (e) thermal cycle curves of transition zone mesh points; (f) thermal cycle curves of laser zone mesh points表 3 不同区域HAZ网格节点的焊接热循环参数Table 3. Welding thermal cycle parameters of different mesh nodes in different HAZs区域 编号 峰值温度
TM/℃升至峰值温度
所需时间tp/s1 100 ℃以上停留
时间t1100/s冷却至1 100 ℃
时间tM/11/s800 ℃冷却至500 ℃
时间t8/5/s距焊缝中心距离
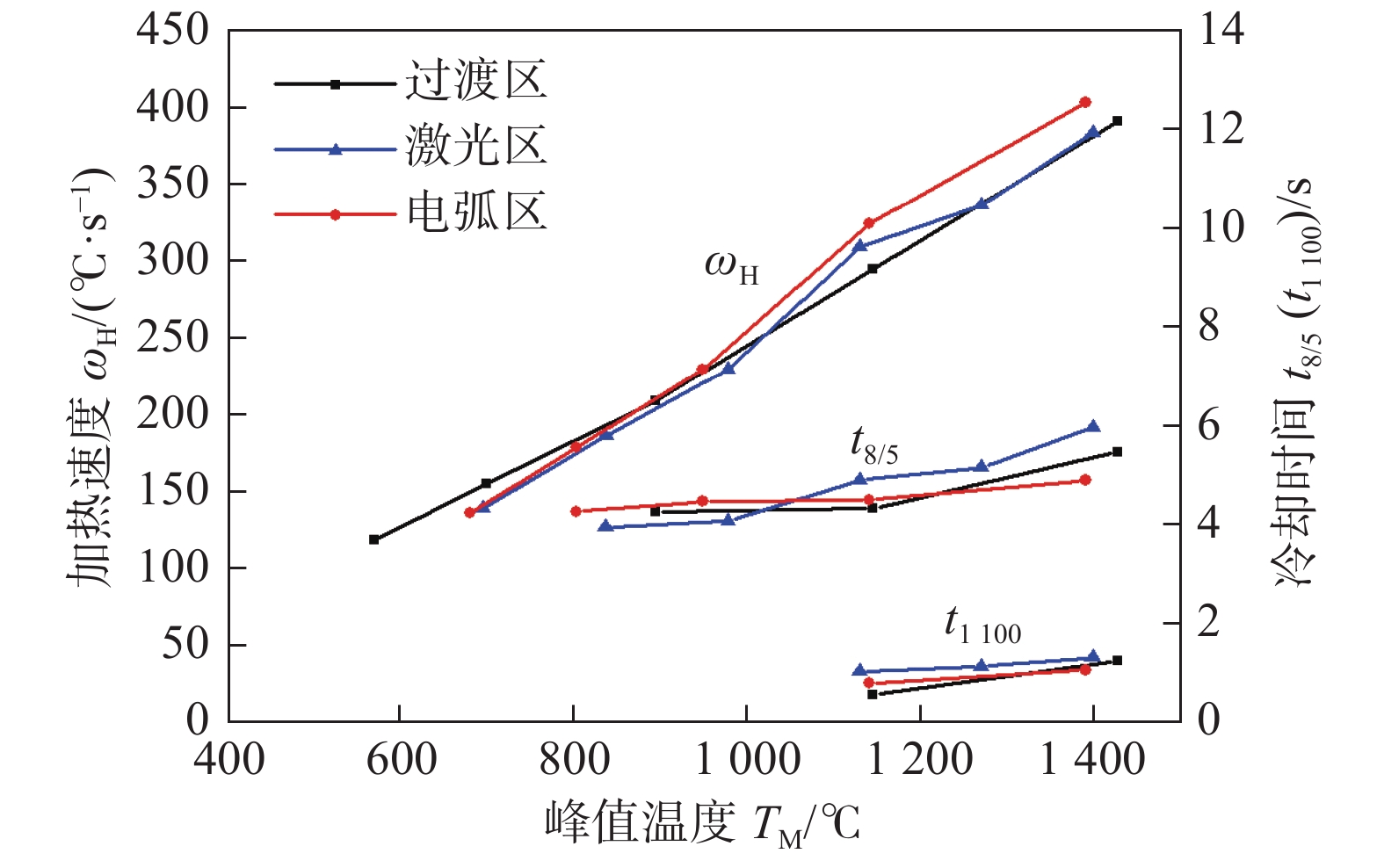
dWM/mm电弧区 A-1 1 427 3.59 1.24 0.70 5.47 2.76 A-2 1 145 3.81 0.56 0.35 4.33 3.28 A-3 892 4.16 — — 4.26 3.85 A-4 696 4.36 — — — 4.49 A-5 567 4.59 — — — 5.18 过渡区 T-1 1399 3.59 1.33 0.77 5.98 1.28 T-2 1270 3.71 1.12 0.65 5.17 1.77 T-3 1130 3.58 1.04 0.55 4.91 2.31 T-4 977 4.16 — — 4.08 2.92 T-5 834 4.36 — — 3.97 3.59 T-6 693 4.83 — — — 4.32 激光区 L-1 1390 3.39 1.06 0.77 4.91 1.72 L-2 1140 3.45 0.79 0.39 4.51 2.24 L-3 946 4.02 — — 4.47 2.84 L-4 800 4.36 — — 4.27 3.5 L-5 678 4.83 — — — 4.23 图8为电弧区、过渡区、激光区HAZ焊接热循环特征参数随峰值温度TM的变化. 从图8可以看出,各区域热循环特征参数吻合度较高,相同峰值温度的点具有相近的TM,t1100和t8/5,说明不同区域HAZ相同微区(峰值温度相同区域)经历了相近的焊接热循环过程. ωH,t1100和t8/5均随着峰值温度的增加而不断升高,其中ωH由119 ℃/s增加到404 ℃/s,t1100由0.79 s增加到1.33 s,t8/5由3.97 s增加到5.98 s.
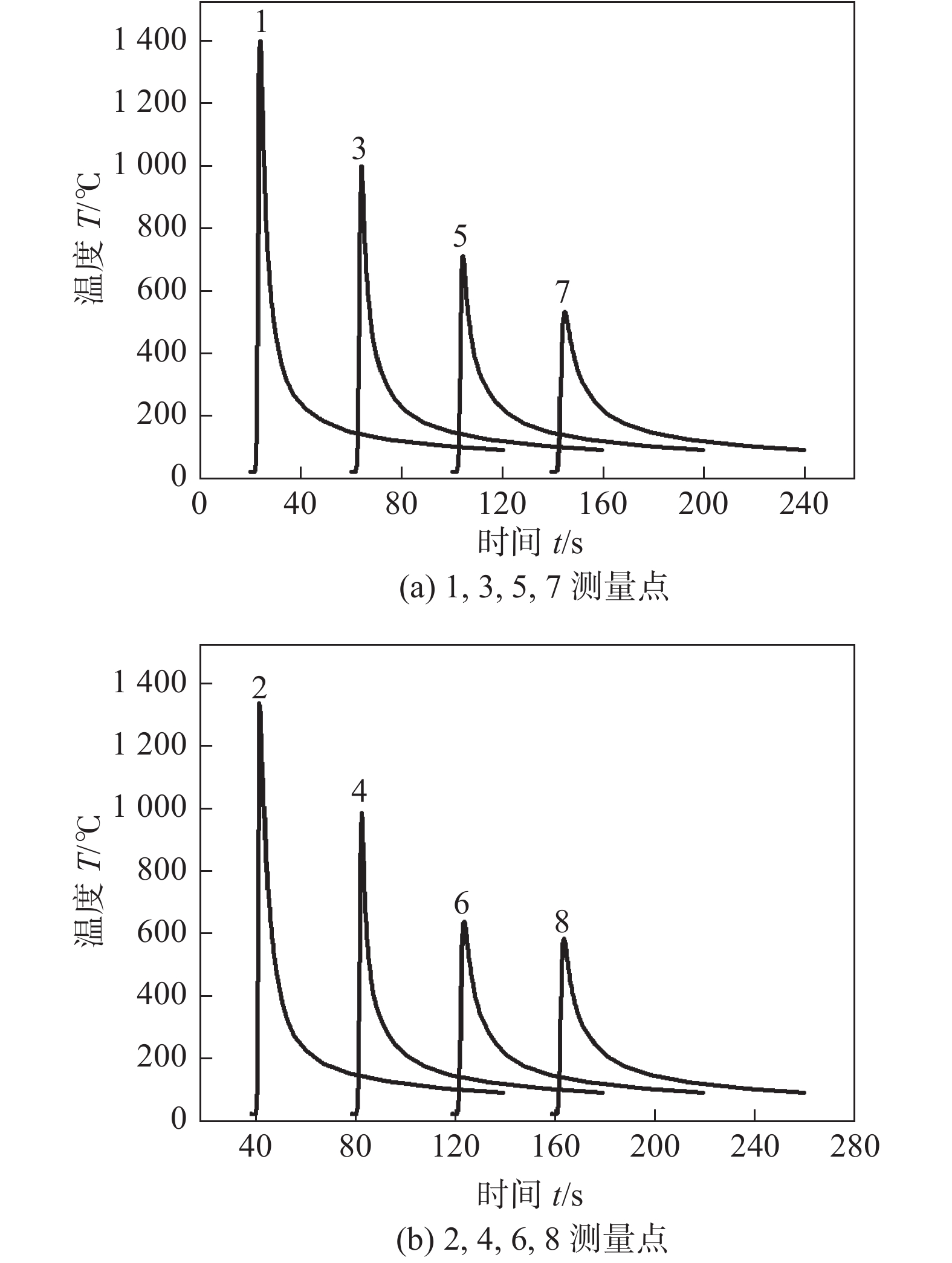
图9为热电偶测温法测得的焊接热循环曲线. 由于测量孔位于下部激光区,所以图9实际上是激光区HAZ不同位置的热循环曲线. 表4为各测量点的焊接热循环参数.
![]() 图 9 焊接热循环曲线Figure 9. Welding thermal cycles. (a) measuring point 1,3,5,7;(b) measuring point 2,4,6,8表 4 各测量点热循环参数Table 4. Welding thermal cycle parameters of different measuring points
图 9 焊接热循环曲线Figure 9. Welding thermal cycles. (a) measuring point 1,3,5,7;(b) measuring point 2,4,6,8表 4 各测量点热循环参数Table 4. Welding thermal cycle parameters of different measuring points测点 峰值温度
TM/℃升至峰值温度
所需时间tp/s1 100 ℃以上停留
时间t1100/s冷却至1 100 ℃
时间tM/11/s800 ℃冷却至500 ℃
时间t8/5/s距焊缝中心距离
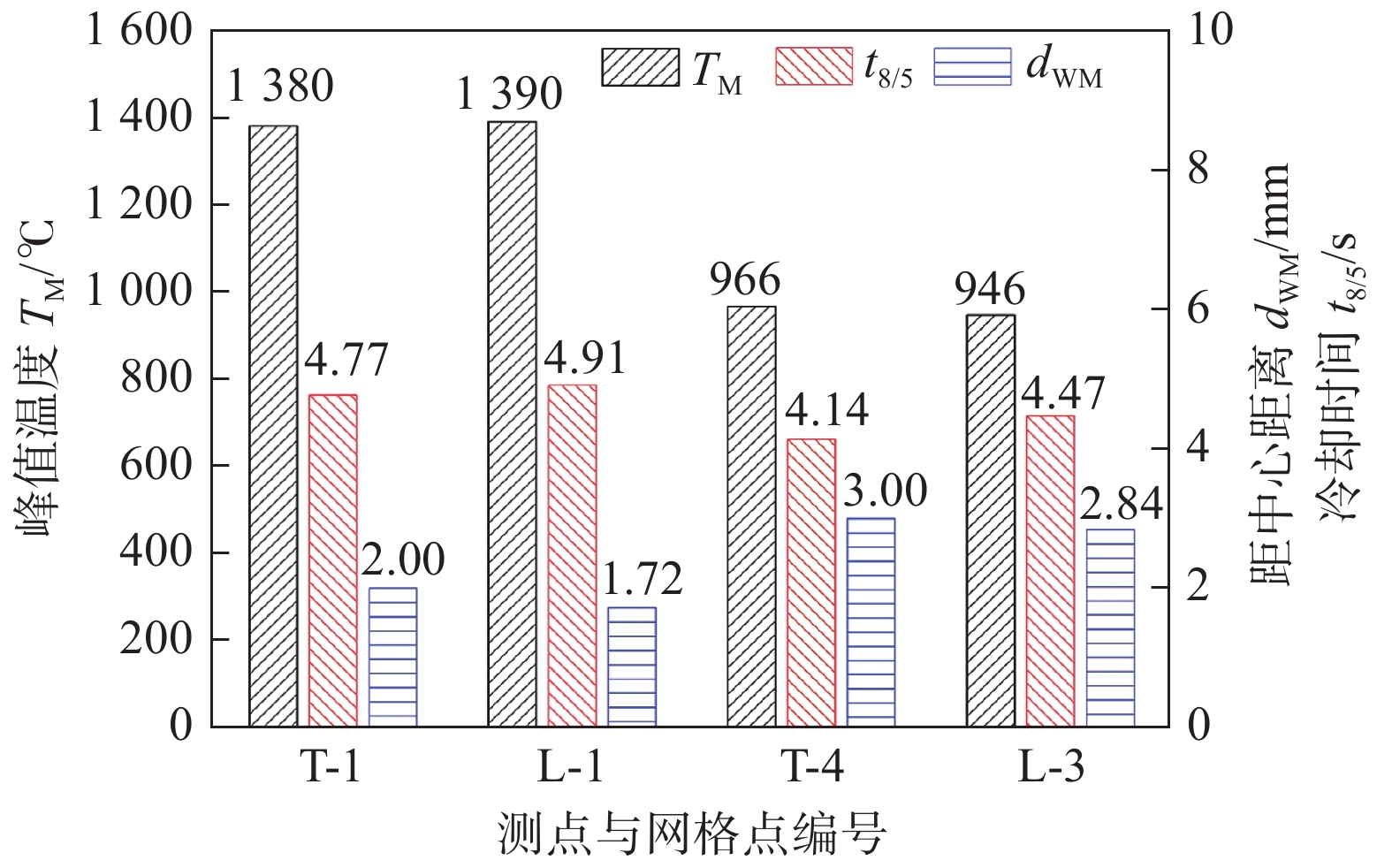
dWM/mmT-1 1380 3.41 1.13 0.71 4.77 2 T-2 1310 3.39 1.09 0.64 5.17 2 T-3 984 3.98 — — 4.33 3 T-4 966 3.98 — — 4.14 3 T-5 702 4.36 — — — 4 T-6 624 4.59 — — — 4 T-7 522 5.02 — — — 5 T-8 572 4.59 — — — 5 图10对比分析了实际测量点T-1,T-4和数值模拟L-1,L-3网格点的热循环特征参数. 实际测量点T-1,T-4距焊缝中心位置dWM分别为2,3 mm. 由于钻头直径为0.5 mm,测量孔半径约为0.25 mm,所以T-1点距焊缝中心的实际距离在1.75~2.25 mm之间,T-4点距焊缝的实际距离在2.75~3.25 mm. 热模拟网格点L-1,L-3距焊缝中心距离dWM分别为1.72,2.84 mm,与T-1,T-4点距焊缝中心距离相近. 从图10可知,T-1点与L-1点的峰值温度分别为1 380,1 390 ℃,t8/5分别为4.77,4.91 s. T-4点与L-3点的峰值温度分别为966,946 ℃,t8/5分别为4.14,4.47 s. 数值模拟所得到的焊接热循环参数与实际测量得到的热循环参数基本吻合,进一步验证了温度场数值模拟的准确性.
![]() 图 10 测量点与网格点的热循环特征参数对比Figure 10. Comparison of thermal cycle parameters of measuring points and mesh points
图 10 测量点与网格点的热循环特征参数对比Figure 10. Comparison of thermal cycle parameters of measuring points and mesh points3.3 复合焊热循环特点及其对EQ70钢组织演变的影响
由温度场模拟和热循环测量结果可知,与常规的电弧焊相比,激光电弧复合焊的焊接热循环具有加热速度快、高温停留时间短、冷却速度快的特点. 在靠近焊缝的区域,其平均加热速度可达400 ℃/s以上,1 100 ℃以上停留时间t1100约为0.8~1.3 s,t8/5仅为4~6 s. 复合焊独特的焊接热循环必然对EQ70钢的组织转变造成影响.
采用热膨胀法测得的EQ70钢相变点Ac1为720 ℃,Ac3为850 ℃. 马氏体转变开始温度Ms为420 ℃,马氏体转变终止温度Mf为300 ℃. 马氏体临界转变t8/5约为17 s.
3.3.1 加热速度对EQ70钢组织演变影响
受激光热源影响,复合焊加热速度比常规焊接工艺快,在靠近焊缝的位置可达400 ℃/s以上. 加热速度的升高,导致EQ70钢相变点Ac1,Ac3的升高. 马氏体转变为奥氏体的过程属于扩散重结晶过程,需要孕育期. 在复合焊快速的加热条件下,来不及完成扩散过程所需的孕育期,导致相变温度升高. EQ70钢中V,Cr,Mo等碳化物合金元素扩散速度小,仅为碳扩散速度的0.01%~0.1%,这些合金元素本身还阻碍碳的扩散,进而推迟了奥氏体化过程,引起相变温度升高. 在峰值温度相同时,奥氏体相变温度越高,奥氏体形核率越大,单位体积内形成奥氏体数量增多,奥氏体晶粒越细小. 加热速度也影响奥氏体的均质化. 奥氏体均质化也属于扩散过程,快速加热导致奥氏体化后的碳化物来不及完全溶解在奥氏体中,导致奥氏体均质化较差.
3.3.2 高温停留时间和冷却速度对EQ70钢组织演变影响
高温停留时间主要影响奥氏体的长大和均质化. 由图8可知,激光电弧复合焊高温停留时间短,1 100 ℃以上停留时间仅为0.79~1.33 s. 奥氏体长大同样属于扩散过程,高温停留时间越短,奥氏体晶粒越细小. 同样,高温停留时间越短,奥氏体的均质化也越差.
复合焊t8/5仅为4~6 s,远低于马氏体临界转变17 s. 在复合焊条件下EQ70钢HAZ组织主要是马氏体.根据马氏体转变温度经验公式计算得到的EQ70钢Ms点为400 ℃,低于热膨胀法测得的常规焊接工艺Ms点(420 ℃). 在焊接快速加热条件下,EQ70钢合金元素在奥氏体中溶解不充分,导致局部奥氏体中合金元素含量较低,Ms点温度升高. 复合焊加热速度比常规焊接工艺更快,所以在复合焊条件下,EQ70钢的Ms应该比420 ℃更高. Ms点的升高,有利于马氏体“自回火”,碳化物弥散分布于马氏体板条内部,有利于改善马氏体韧性.
3.4 EQ70钢复合焊HAZ的微观组织
热循环分析发现激光区、电弧区、过渡区热影响各微区具有相近的热循环参数,所以不同区域HAZ相同微区具有相同的微观组织,这与之前的研究结果一致[8].
图11为电弧区HAZ显微组织. 从图11a和图11e可知,复合焊粗晶区(coarse grained HAZ, CGHAZ)组织主要为板条马氏体,复合焊加热速度快,高温停留时间短,奥氏体均质化及碳化物溶解不充分,所以粗晶区中还有少量的碳化物. 从图11i可以看出,板条马氏体内部存在高密度位错. 细晶区(fine grained HAZ, FGHAZ)组织为细小的板条马氏体,如图11b和图11f所示. Bao等人[9]采用饱和苦味酸腐蚀和截距法对粗晶区、细晶区晶粒尺寸进行了表征. 细晶区由于峰值温度相对较低,且受复合焊加热速度快,高温停留时间短影响,晶粒来不及长大,晶粒尺寸仅为19.8 μm,与母材(17.6 μm)相近. 粗晶区平均晶粒尺寸为42.7 μm. 虽然复合焊快速加热、短时高温停留的特点一定程度限制了晶粒的长大,但由于粗晶区峰值温度较高,晶粒尺寸还是有一定程度长大.
![]() 图 11 电弧区HAZ的微观组织Figure 11. Microstructure of arc zone HAZ. (a) CGHAZ optical microstructure;(b) FGHAZ optical microstructure;(c) ICHAZ optical microstructure;(d) SCHAZ optical microstructure; (e) CGHAZ scanning electron microstructure; (f) FGHAZ scanning electron microstructure; (g) ICHAZ scanning electron microstructure; (h) SCHAZ scanning electron microstructure; (i) CGHAZ transmission electron microstructure
图 11 电弧区HAZ的微观组织Figure 11. Microstructure of arc zone HAZ. (a) CGHAZ optical microstructure;(b) FGHAZ optical microstructure;(c) ICHAZ optical microstructure;(d) SCHAZ optical microstructure; (e) CGHAZ scanning electron microstructure; (f) FGHAZ scanning electron microstructure; (g) ICHAZ scanning electron microstructure; (h) SCHAZ scanning electron microstructure; (i) CGHAZ transmission electron microstructure临界区(inter-critical HAZ, ICHAZ)峰值温度介于Ac1和Ac3之间,部分组织发生奥氏体相变. 由于复合焊冷却速度极快,冷却后的组织为马氏体. 未发生奥氏体相变的组织,碳化物进一步在晶界聚集,如图11c和图11g所示. 亚临界区(sub-critical HAZ, SCHAZ)峰值温度低于Ac1,未发生奥氏体相变,相当于进行了一次高温回火. 由于温度相对较高,碳原子活性增大,马氏体板条内部碳原子向晶界扩散,导致原组织中弥散分布的碳化物减少,晶界和亚晶界上碳化物析出并聚集, 如图11d和图11h所示.
4. 结 论
(1) 采用双椭球体+峰值递增锥体组合型热源可以准确模拟复合焊焊接温度场,复合焊电弧区、过渡区、激光区相同HAZ微区具有相近的焊接热循环曲线,HAZ加热速度可达400 ℃/s,1 100 ℃以上停留时间仅为0.79~1.33 s,t8/5仅为4~6 s.
(2) 复合焊粗晶区和细晶区组织主要为板条马氏体,临界区组织为马氏体+晶界碳化物,亚临界区组织为回火马氏体. 复合焊快速加热、短时高温停留的特点一定程度上限制了奥氏体晶粒的长大,粗晶区、细晶区平均晶粒尺寸为42.7,19.8 μm.
-
![]()
图 6 模拟焊缝与实际焊缝对比
Figure 6. Comparison of simulated welded joint and actual welded joint
![]()
图 7 不同区域HAZ网格节点分布及其热循环曲线
Figure 7. Distribution and thermal cycle curves of HAZ mesh points in different zones. (a) arc zone mesh points distribution; (b) transition zone mesh points distribution; (c) laser zone mesh points distribution; (d) thermal cycle curves of arc zone mesh points; (e) thermal cycle curves of transition zone mesh points; (f) thermal cycle curves of laser zone mesh points
![]()
图 9 焊接热循环曲线
Figure 9. Welding thermal cycles. (a) measuring point 1,3,5,7;(b) measuring point 2,4,6,8
![]()
图 10 测量点与网格点的热循环特征参数对比
Figure 10. Comparison of thermal cycle parameters of measuring points and mesh points
![]()
图 11 电弧区HAZ的微观组织
Figure 11. Microstructure of arc zone HAZ. (a) CGHAZ optical microstructure;(b) FGHAZ optical microstructure;(c) ICHAZ optical microstructure;(d) SCHAZ optical microstructure; (e) CGHAZ scanning electron microstructure; (f) FGHAZ scanning electron microstructure; (g) ICHAZ scanning electron microstructure; (h) SCHAZ scanning electron microstructure; (i) CGHAZ transmission electron microstructure
表 1 EQ70钢的化学成分(质量分数,%)
Table 1 Chemical compositions of EQ70 steel
C Si Mn P Cu Cr Mo V N B Al Ni Fe 0.12 0.25 1.09 0.004 0.28 0.58 0.53 0.04 0.003 9 0.000 9 0.074 2.46 余量  下载: 导出CSV
下载: 导出CSV
表 2 焊接工艺参数
Table 2 Welding process parameters
激光功率
P/kW焊接电流
I/A电弧电压
U/V焊接速度
v/(m·min−1)气体流量
Q/(L·min−1)光丝间距
DLW/mm激光离焦量
DL/mm激光与电弧夹角
α/(°)5.5 260 26.0~26.4 0.6 20 10 +6 55
下载: 导出CSV
表 3 不同区域HAZ网格节点的焊接热循环参数
Table 3 Welding thermal cycle parameters of different mesh nodes in different HAZs
区域 编号 峰值温度
TM/℃升至峰值温度
所需时间tp/s1 100 ℃以上停留
时间t1100/s冷却至1 100 ℃
时间tM/11/s800 ℃冷却至500 ℃
时间t8/5/s距焊缝中心距离
dWM/mm电弧区 A-1 1 427 3.59 1.24 0.70 5.47 2.76 A-2 1 145 3.81 0.56 0.35 4.33 3.28 A-3 892 4.16 — — 4.26 3.85 A-4 696 4.36 — — — 4.49 A-5 567 4.59 — — — 5.18 过渡区 T-1 1399 3.59 1.33 0.77 5.98 1.28 T-2 1270 3.71 1.12 0.65 5.17 1.77 T-3 1130 3.58 1.04 0.55 4.91 2.31 T-4 977 4.16 — — 4.08 2.92 T-5 834 4.36 — — 3.97 3.59 T-6 693 4.83 — — — 4.32 激光区 L-1 1390 3.39 1.06 0.77 4.91 1.72 L-2 1140 3.45 0.79 0.39 4.51 2.24 L-3 946 4.02 — — 4.47 2.84 L-4 800 4.36 — — 4.27 3.5 L-5 678 4.83 — — — 4.23
下载: 导出CSV
表 4 各测量点热循环参数
Table 4 Welding thermal cycle parameters of different measuring points
测点 峰值温度
TM/℃升至峰值温度
所需时间tp/s1 100 ℃以上停留
时间t1100/s冷却至1 100 ℃
时间tM/11/s800 ℃冷却至500 ℃
时间t8/5/s距焊缝中心距离
dWM/mmT-1 1380 3.41 1.13 0.71 4.77 2 T-2 1310 3.39 1.09 0.64 5.17 2 T-3 984 3.98 — — 4.33 3 T-4 966 3.98 — — 4.14 3 T-5 702 4.36 — — — 4 T-6 624 4.59 — — — 4 T-7 522 5.02 — — — 5 T-8 572 4.59 — — — 5
下载: 导出CSV
-
[1] Bappa Acherjee. Hybrid laser arc welding: State-of-art review[J]. Optics & Laser Technology, 2018, 99: 60 − 71.
[2] Zeng Huilin, Xu Yuanbin, Wang Changjiang, et al. Research on laser-arc hybrid welding technology for long-distance pipeline construction[J]. China Welding, 2018, 27(3): 53 − 58.
[3] 滕彬, 李小宇, 雷振, 等. 低合金高强钢激光-电弧复合热源焊接冷裂纹敏感性分析[J]. 焊接学报, 2010, 31(11): 61 − 64. Teng Bin, Li Xiaoyu, Lei Zhen, et al. Analysis on cold crack sensitivity of low alloy high strength steel weld by laser-arc hybrid welding[J]. Transactions of the China welding institution, 2010, 31(11): 61 − 64.
[4] 严春妍, 易思, 张浩, 等. S355钢激光-MIG复合焊接头显微组织和残余应力[J]. 焊接学报, 2020, 41(6): 12 − 18. doi: 10.12073/j.hjxb.20191014001 Yan Chunyan, Yi Si, Zhang Hao, et al. Investigation of microstructure and stress in laser-MIG hybrid welded S355 steel plates[J]. Transactions of the China Welding Institution, 2020, 41(6): 12 − 18. doi: 10.12073/j.hjxb.20191014001
[5] 肖荣诗, 吴世凯. 激光-电弧复合焊接的研究进展[J]. 中国激光, 2008, 35(11): 1680 − 1685. doi: 10.3321/j.issn:0258-7025.2008.11.004 Xiao Rongshi, Wu Shikai. Progress on laser-arc hybrid welding[J]. Chinese Journal of Lasers, 2008, 35(11): 1680 − 1685. doi: 10.3321/j.issn:0258-7025.2008.11.004
[6] Wang X N, Zhang S H, Zhou J, et al. Effect of heat input on microstructure and properties of hybrid fiber laser-arc weld joints of the 800 MPa hot-rolled Nb-Ti-Mo microalloyed steels[J]. Optics & Lasers in Engineering, 2017, 91: 86 − 96.
[7] Hyatt C V, Magee K H, Porter J F, et al. Laser-assisted gas metal arc welding of 25-mm-thick HY-80 plate[J]. Welding Journal, 2001, 80(7): 163 − 172.
[8] Bao L L, Wang Y, Han T. Microstructure and mechanical characterization of high strength low alloy steel welded joint by hybrid laser arc welding[C]//2019 the 7th International Conference on Mechanical Engineering, Materials Science and Civil Engineering. IOP Conference Series: Materials Science and Engineering. Sanya, China, 2020: 247−256.
[9] Bao L L, Wang Y, Han T. Study on microstructure-toughness relationship in heat affected zone of EQ70 steel by laser-arc hybrid welding[J]. Materials Characterization. 2021, 171: 110788.
[10] 吴振, 王发展, 安高灵,等. 大型复杂结构件高效焊接热源[J]. 焊接学报, 2015, 36(10): 61 − 64. Wu Zhen, Wang Fazhan, An Gaoling, et al. Research on efficient welding heat source model for large and complex structures[J]. Transactions of the China Welding Institution, 2015, 36(10): 61 − 64.
[11] Xu G, Wu C, Qin G. Three thermal analysis models for laser, GMAW-P and laser+GMAW-P hybrid welding[J]. China Welding, 2009, 18(1): 35 − 39.
-
期刊类型引用(8)
1. 张志勇,李若愚,郭轩铭,石如星,禹兴胜,徐济进,李志敏. 超高强钢分步冷却激光焊接头强韧性分析. 焊接学报. 2025(03): 112-119 .  本站查看
本站查看
2. 朱小妤,蔡宇武,赵心怡,魏成龙,陈鹏舟,吴丹. 不锈钢防火门激光焊接技术研究与应用. 焊接技术. 2025(05): 41-45 . 百度学术
3. 张浩,叶欣,夏鹏,潘南旭,李仙发,余婷婷,张鹏飞. 基于Lagrange-Galerkin有限元方法的焊接热循环轻量化求解. 上海工程技术大学学报. 2024(01): 44-49 . 百度学术
4. 鲍亮亮,刘福建,徐艳红,张新明,欧阳凯,韩涛. 双道次激光电弧复合焊热影响区微观组织与冲击韧性. 机械制造文摘(焊接分册). 2023(03): 9-17+24 . 百度学术
5. 鲍亮亮,徐艳红,张新明,欧阳凯. 一次峰值温度对激光电弧复合焊热模拟临界再热粗晶区组织与韧性的影响. 材料导报. 2023(S2): 383-387 . 百度学术
6. 鲍亮亮,潘春宇,刘福建,张新明,韩涛. 低合金高强钢激光电弧复合焊热模拟热影响区组织与冲击韧性. 焊接学报. 2022(05): 90-97+119 . 本站查看
7. 鲍亮亮,刘福建,徐艳红,张新明,欧阳凯,韩涛. 双道次激光电弧复合焊热影响区微观组织与冲击韧性. 焊接学报. 2022(12): 90-99+118-119 . 本站查看
8. 仲杨,郑志镇,李建军,张华. 氮气辅助316L不锈钢激光-MIG复合焊接组织与耐蚀性能. 焊接学报. 2021(12): 7-17+97 . 本站查看
其他类型引用(3)








计量
- 文章访问数: 395
- HTML全文浏览量: 35
- PDF下载量: 47
- 被引次数: 11
