
Effect of Zn on the shear properties of Sn0.5Ag0.7Cu/Cu joints and the microstructure of aging joints
-
摘要: 为了改善Sn0.5Ag0.7Cu/Cu接头组织结构和力学性能,通过在Sn0.5Ag0.7Cu钎料中添加Zn元素,以Sn0.5Ag0.7Cu-xZn (x=0, 0.1, 0.4, 0.7, 1)钎料合金对紫铜基板进行了熔钎焊试验,并对接头进行微观组织及力学性能分析. 结果表明,改变了接头结合界面处金属间化合物(intermetallic compound,IMC)组织结构,增强了接头剪切断裂的韧性断裂特征,提高了接头抗剪强度. 当Zn元素的加入量为0.4% (质量分数)时,接头抗剪强度达到最高的47.81 MPa. 添加Zn元素等温时效处理后,对接头中IMC层的生长有着抑制作用,并且随着时效温度的提高和时效时间的延长,脆性层Cu5Zn8会破碎直至消失,因此在改善接头结合界面处IMC组织性能的同时,不会改变其组成和结构.Abstract: In order to improve the microstructure and mechanical properties of the Sn0.5Ag0.7Cu/Cu joint, by adding Zn element to the Sn0.5Ag0.7Cu solder, changed the intermetallic compound (intermetallic compound, IMC) structure at the joint interface, and the joint shear is strengthened. The ductile fracture characteristics of shear fracture improve the joint shear strength.When the addition of Zn element is 0.4%, the joint shear strength reaches the highest 47.81 MPa.The solder joint of Sn0.5Ag0.7Cu-xZn(x=0, 0.1, 0.4, 0.7, 1) /Cu was studied, the result shows that the addition of Zn element has an inhibitory effect on the growth of the IMC layer in the joint after isothermal aging treatment, and with the increase of aging temperature and aging time, the brittle layer Cu5Zn8. It will break until it disappears, so it will not change its composition and structure while improving the performance of the IMC at the joint interface.
-
Keywords:
- bonding interface /
- diffusion /
- intermetallic compound /
- aging
-
0. 序言
由于Pb元素的毒性和对环境的危害性,导致Sn-Pb钎料的应用受到限制[1]. 近年来,寻找综合性能优良的能够替代传统Sn-Pb钎料的无铅钎料成为研究热点[2],其中Sn-Ag-Cu系无铅钎料成为电子封装领域替代含铅钎料的优先选择. 关于Sn-Ag-Cu系钎料合金的研究表明,此类无铅钎料的元素组成、晶粒尺寸、热学性能对钎料合金的微观组织结构、物理化学性能、力学性能的控制有较大影响,进一步的影响焊接过程中钎料合金与基体的固液反应过程[3]. 在焊接过程中,钎料与基体间形成的金属间化合物的组织结构对焊接接头的力学性能有很大的影响. 现阶段,有关无铅钎料的研究主要通过掺杂少量其它元素或纳米颗粒,控制接头中金属间化合物的生长行为和组织结构,从而提高接头性能[4-7]. 隋然等人[8]研究了Sn0.3Ag0.7Cu-xTi在单晶硅表面的润湿行为,钛的添加显著改善SAC-xTi/Si体系的润湿性. 平衡润湿时间由SAC在800 ℃下的1 800 s改善为SAC-1Ti钎料在900 ℃下的1 800 s和SAC-3Ti钎料在900 ℃下的50 s. 姜楠等人[9]通过研究热冲击条件下倒装芯片球栅阵列封装器件SnAgCu焊点的可靠性,发现Sn3.9Ag0.6Cu焊点的疲劳寿命比Sn3.0Ag0.5Cu和Sn3.8Ag0.7Cu焊点高. Yee-Wen等人[10]研究了Sn3.0Ag0.5Cu和Sn9Zn钎料与Cu-xZn基体的焊接接头,发现温度和Zn元素的加入对金属间化合物的组织结构有明显影响. 文中通过在Sn0.5Ag0.7Cu钎料合金中加入Zn元素,研究Zn元素对Sn0.5Ag0.7Cu-xZn/Cu焊接接头抗剪强度和等温时效处理后结合界面处IMC层生长规律的影响.
1. 试验方法
试验采用中间合金引入的方式,选用纯度为99.99%的Sn,Zn纯金属和Sn3.5Ag,Sn0.7Cu中间合金制备出钎料合金. 按照配比将钎料合金放置于TL1200型管式炉中进行熔炼,熔炼温度设定为500 ℃,保温1 h,熔炼过程中不断通入氩气作为保护气体. 为保证元素在焊料合金中能够均匀分布,将熔炼好的试样在管式炉内重复熔炼2次,以达到合金元素均匀化的目的.
采用紫铜作为基板,将钎料合金固定在两片铜片搭接界面上,添加活性松香助焊剂,然后将装配试样放置在T200N+回流焊机中,回流焊温度设置为250 ℃,保温5 s,随炉冷至室温. 用带有能谱(EDS)分析的扫描电子显微镜观察钎料合金焊点结合界面处金属间化合物的微观组织结构,并对结合界面层进行元素分析. 制备出尺寸为10 mm × 5 mm × 0.2 mm焊接接头试样,使用BLJ-100型拉伸试验机对焊点形态成形良好的钎焊接头进行抗剪强度测试,应变速率设定为0.2 mm/s. 然后用扫描电镜对钎焊接头断口形貌进行分析.
2. 试验结果与分析
2.1 钎焊接头力学性能
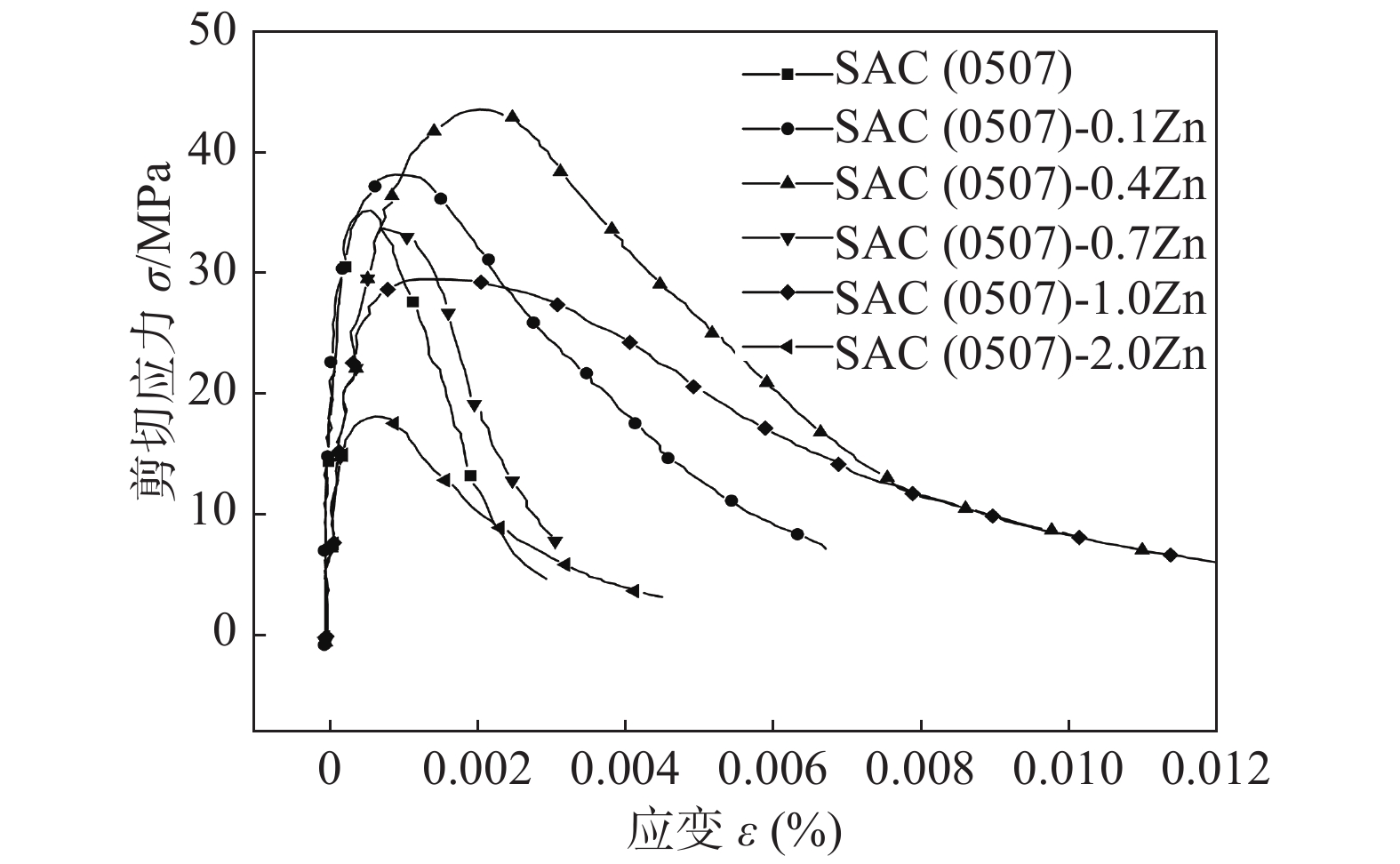
图1为SAC(0507)-xZn钎焊接头的剪切应力—应变曲线. 可见随着Zn含量的增加,钎焊接头的极限抗剪强度呈现先增加后减小的趋势. 添加量超过0.4%Zn元素的接头强度比未添加和添加量小于0.4%的接头强度都要低. 剪切应力—应变曲线显示出接头的剪切断裂为韧性断裂特征.
图2是SAC(0507)-xZn/Cu焊点的剪切断口形貌. 观察到,接头的断裂形态主要是抛物形剪切韧窝,这是由于试样在剪切过程中承受载荷时,在平面状态下发生低能量撕裂,韧窝沿着受力较大的方向延伸所致. 另外断口中还出现第二相孔洞.
![]() 图 2 SAC(0507) -xZn/Cu 焊点剪切断口形貌Figure 2. SAC(0507) -xZn/Cu solder joint shear fracture morphology. (a) SAC(0507)-0Zn; (b) SAC(0507)-0.1Zn; (c) SAC(0507)-0.4Zn; (d) SAC(0507)-0.7Zn; (e) SAC(0507)-1.0Zn; (f) SAC(0507)-2.0Zn
图 2 SAC(0507) -xZn/Cu 焊点剪切断口形貌Figure 2. SAC(0507) -xZn/Cu solder joint shear fracture morphology. (a) SAC(0507)-0Zn; (b) SAC(0507)-0.1Zn; (c) SAC(0507)-0.4Zn; (d) SAC(0507)-0.7Zn; (e) SAC(0507)-1.0Zn; (f) SAC(0507)-2.0Zn未添加Zn元素时,断口除了尺寸大约为3 μm左右的第二相孔洞和剪切韧窝外,还出现了一些沿剪切方向相互平行的平直的断裂形貌,初步判断为沿晶界的韧性剪切断裂. 当钎料合金中添加0.1%的Zn元素时,断口形貌中的第二相孔洞数量增多,尺寸有微小的变大趋势,另一个明显的变化是断口出现了许多的微小颗粒. 添加0.4%的Zn元素时,断口中第二相孔洞尺寸增大到8 μm左右,数量有所增多,分布比较均匀. 另外韧窝变小变深,韧窝边缘处的撕裂棱也更加清晰. 当Zn元素超过0.4%后,韧窝又开始变浅. 第二相孔洞数量有所减小,并且出现了部分尺寸较大的第二相孔洞. 当Zn含量增加到2.0%时,接头断口中出现了较多层状撕裂特征,这可能是接头抗剪强度降低的主要原因.
Wang等人[11]有关Sn3.0Ag0.5Cu钎料焊接接头韧性断裂的研究表明,未热处理的焊接接头的韧性断裂发生在IMC层处. 文中的钎焊接头的韧性断裂也发生在金属间化合物与钎料基体结合界面处. 钎料合金中第二相颗粒尺寸大小与焊接接头剪切断口中的孔洞大小基本匹配. 因此剪切断口中的第二相孔洞主要是由钎料基体中的第二相颗粒(Ag3Sn,Cu6Sn5)产生的.
未添加Zn元素时,SAC(0507)/Cu焊接接头结合界面层主要是Cu6Sn5 IMC层. IMC是脆性材料,因此当剪切断裂发生在IMC/钎料基体界面附近时,断裂方式属于韧脆混合型. 加入0.1%的Zn元素时,Zn元素固溶在IMC层和钎料基体中,起到固溶强化作用,阻碍位错运动,取而代之的是晶界滑移,从而在断口中出现较多的小颗粒. 从剪切应力—应变图中可以看出,相较于未添加Zn元素,加入0.1%Zn元素可提高抗剪强度的同时,韧性断裂的特征也有所增多. 添加0.4%Zn元素时,接头抗剪强度最高,达到47.81 MPa,其原因是Zn元素的增加使其在IMC界面处沉积,起到强化作用,使接头断裂形式主要转变为韧性断裂,从剪切应力—应变图也可以看出加入0.4%Zn元素的接头剪切应变最大. 当Zn元素的加入量超过0.4%时,结合界面层中形成了新的Cu5Zn8 IMC,该相为脆性相,因此抗剪强度降低,并且随着Zn元素的增多,接头抗剪强度进一步降低.
2.2 时效结合界面层演变过程分析
钎料与钎焊基板的结合界面对焊接接头在应用过程中的可靠性有重要的影响,有关钎料和基板结合界面的研究大都集中在金属间化合物的相组成和组织结构[12-14]. 钎焊过程是一个复杂的钎料熔体与铜基体的固液反应,接头结合界面处IMC层是由温度、焊接结构、钎料合金成分、基体组织形貌等多种因素共同作用后的结果. 通常采用简化模型并结合动力学分析[15]和热力学分析来研究焊接接头结合界面处金属间化合物的演化过程.
Zn元素的加入,对SAC(0507)-xZn/Cu焊接接头中原子扩散产生影响. Zn元素的添加量为0.1%和0.4%时,在回流焊过程中,Zn元素有向铜基板扩散的趋势,从而使钎料熔体成分改变,对后续的降温凝固过程中,结晶相Cu6Sn5的组织形貌产生影响. 当Zn元素的添加量超过0.4%时,钎料熔体中除Zn元素,各元素的原子浓度都有所减小,这对Cu原子从基体到钎料的扩散过程起到积极作用,从而钎料熔体与基体结合处Cu原子浓度升高,当各元素浓度达到形成结合界面处金属间化合物的热力学条件时,在钎料熔体中开始出现新相形核、结晶、长大的过程,其结果是在结合界面处形成金属间化合物,这会反过来抑制钎料合金与基体之间的原子扩散. 凝固后接头结合界面附近,钎料中的Sn元素和基体中的Cu元素浓度有逐渐降低的趋势,说明钎料在熔体时期,接头处Sn原子和Cu原子的扩散被加强,这对后续等温时效过程中,接头中原子扩散产生影响.
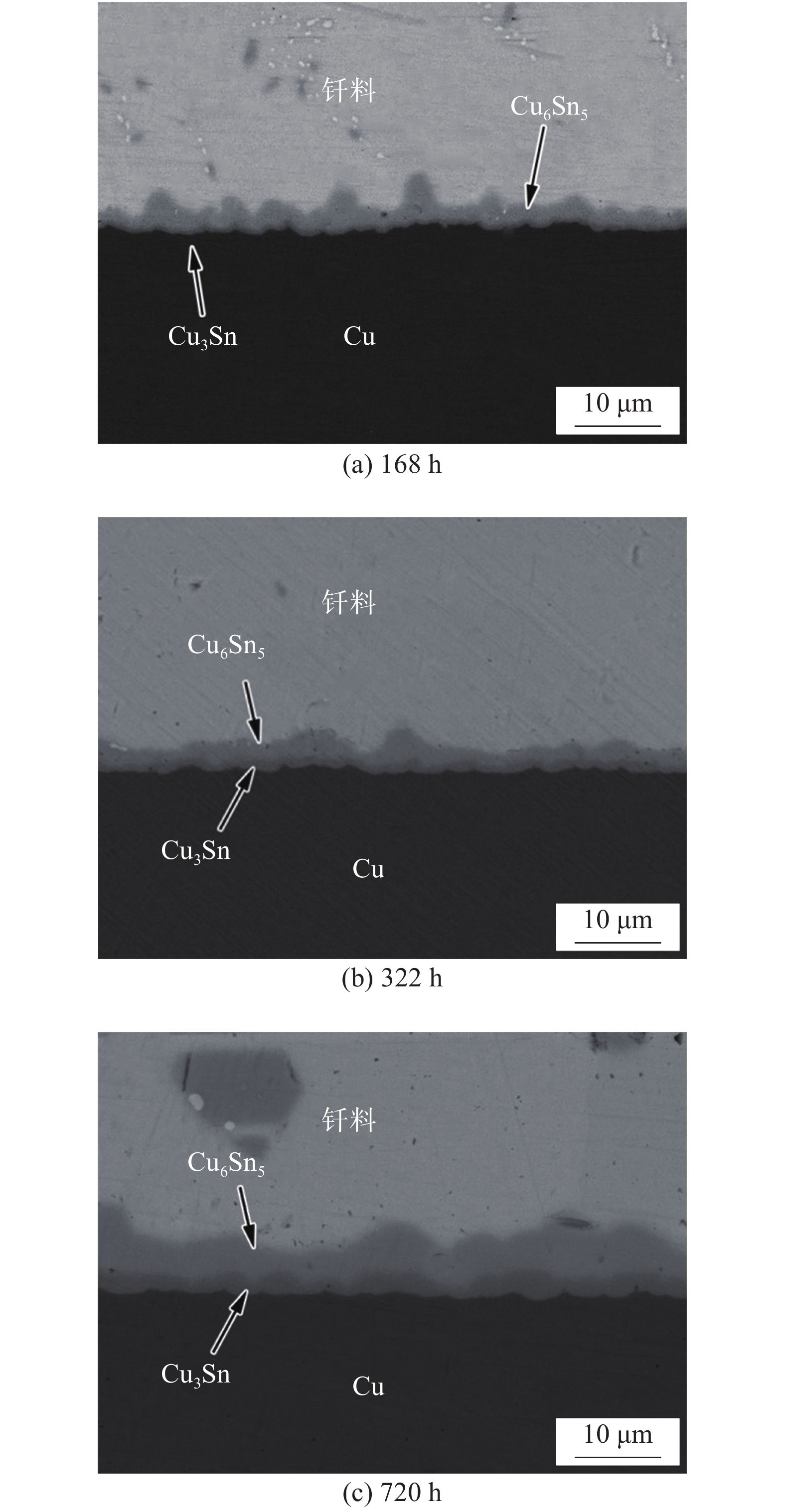
图3为130 ℃条件下,不同时效时间后的SAC(0507)-0.4% Zn/Cu焊点界面形貌. 经过等温时效处理后,扇贝状的金属间化合物Cu6Sn5逐渐转变为连续的层状形貌,且在Cu6Sn5相与Cu基板之间出现了新的结合层,经过EDS检测分析该层为Cu3Sn相. 随着时效时间的延长,钎料合金与基体之间进行充分的原子扩散,Cu6Sn5相和Cu3Sn相的金属间化合物层厚度都有所增加.
![]() 图 3 130 ℃不同时效时间 SAC(0507)-0.4%Zn/Cu 焊点界面形貌Figure 3. 130 ℃ different aging time SAC(0507)-0.4%Zn/Cu solder joint interface morphology. (a)168 h; (b) 322 h; (c) 720 h
图 3 130 ℃不同时效时间 SAC(0507)-0.4%Zn/Cu 焊点界面形貌Figure 3. 130 ℃ different aging time SAC(0507)-0.4%Zn/Cu solder joint interface morphology. (a)168 h; (b) 322 h; (c) 720 hCu6Sn5和Cu3Sn都是富Cu相,这两种IMC层的生长都需要钎料合金与基体之间的Sn,Cu原子扩散来实现. 有研究表明[16],Cu是Cu6Sn5和Cu3Sn层中的主要扩散元素,部分Cu原子可以扩散通过IMC层,进入钎料合金参加反应. 然而仅有少量Sn原子进入Cu基体. 因此接头的结合界面层中,Cu6Sn5层比Cu3Sn层厚很多.
在Cu6Sn5/Cu3Sn界面存在以下反应[17],即
$${\rm{C}}{{\rm{u}}_6}{\rm{S}}{{\rm{n}}_5} + 9[{\rm{Cu}}] \Leftrightarrow 5{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}$$ (1) $$2{\rm{C}}{{\rm{u}}_3}{\rm{Sn}} + 3[{\rm{Sn}}] \Leftrightarrow {\rm{C}}{{\rm{u}}_6}{\rm{S}}{{\rm{n}}_5}$$ (2) 说明钎料合金与基体之间的Sn,Cu原子扩散途径主要为相变扩散,扩散激活能大. 因此Cu3Sn IMC的生长主要通过消耗Cu基体来实现.
图4为130 ℃条件下,不同时效时间后的SAC(0507)-1.0% Zn/Cu焊点界面形貌. 结合界面层微观组织出现明显变化,Cu3Sn层消失,其它IMC层厚度明显减小,并出现了新的Cu5Zn8层. 随着时效时间的延长,Cu5Zn8层与Cu6Sn5层逐渐分离,Cu6Sn5层厚度有所增加. Cu5Zn8层出现破碎现象,重新打通钎料合金与基体之间的原子扩散通道,为Cu6Sn5 IMC层的生长提供了条件.
![]() 图 4 130 ℃不同时效时间 SAC(0507)-1.0%Zn/Cu 焊点界面形貌Figure 4. 130 ℃ different aging time SAC(0507)-1.0%Zn/Cu solder joint interface morphology. (a) 168 h; (b) 322 h; (c) 720 h
图 4 130 ℃不同时效时间 SAC(0507)-1.0%Zn/Cu 焊点界面形貌Figure 4. 130 ℃ different aging time SAC(0507)-1.0%Zn/Cu solder joint interface morphology. (a) 168 h; (b) 322 h; (c) 720 h图5为SAC(0507)-0.4%Zn/Cu 焊点在130,150和170 ℃的等温时效条件下,时效时间分别为168和720 h的焊点界面形貌对比. 时效时间为168 h时,随着时效温度的升高,结合界面层中IMC的厚度有明显增加的趋势,尤其是其中的Cu6Zn5层. 时效温度是影响原子扩散的重要因素之一,也是IMC层生长的重要控制因素. 时效时间达到720 h时,不同时效温度下,结合界面层中IMC逐渐趋于稳定状态,此时IMC层对原子扩散造成的势垒已经不能通过温度的小幅度升高来跨越,从而抑制了IMC的进一步生长.
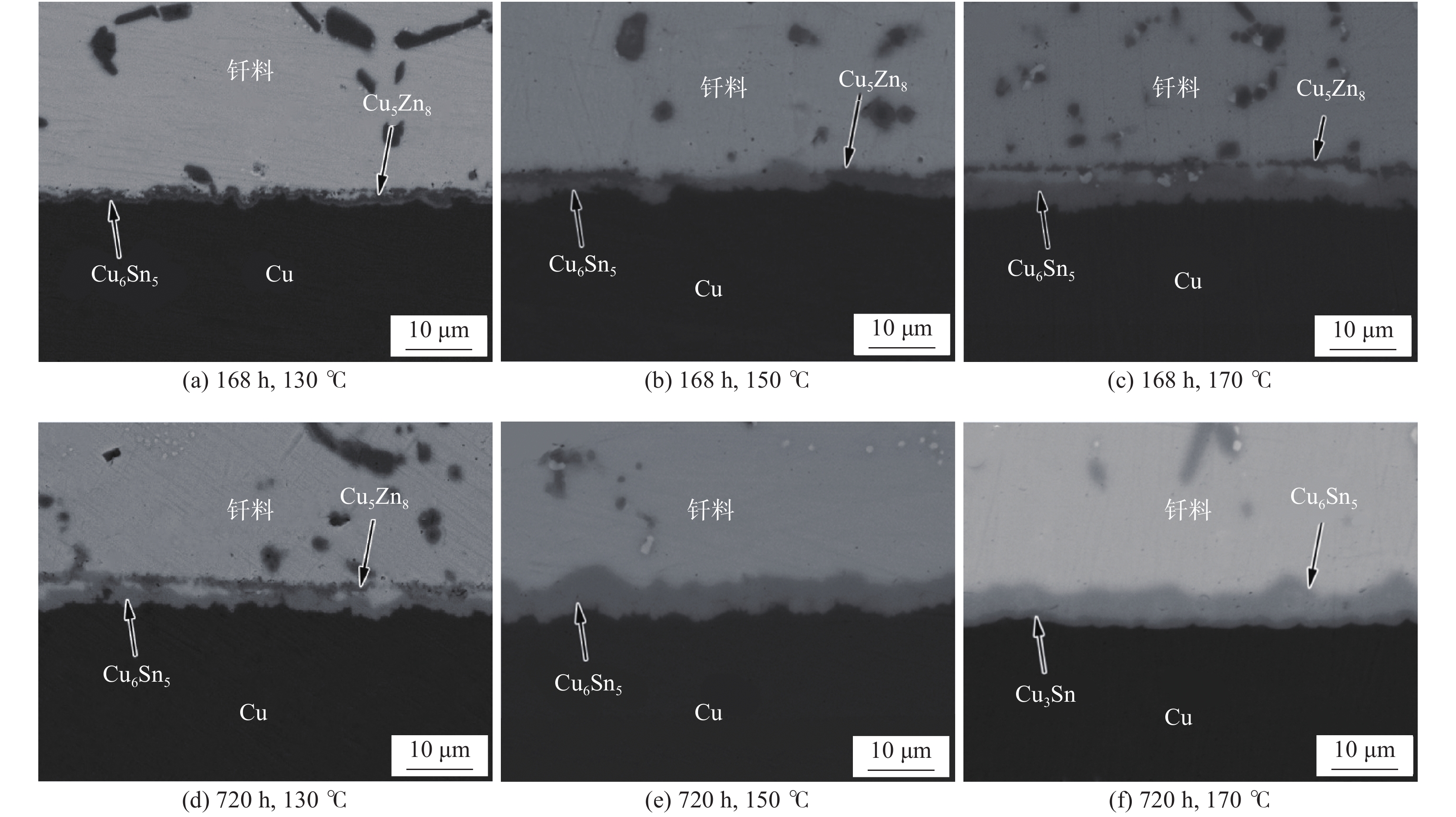
![]() 图 5 不同时效时间和温度下 SAC(0507)-0.4%Zn/Cu 焊点界面形貌Figure 5. Different aging time and temperature SAC(0507)-0.4%Zn/Cu solder joint interface morphology. (a) 168 h,130 ℃; (b) 168 h,150 ℃; (c) 168 h,170 ℃; (d) 720 h,130 ℃; (e) 720 h,150 ℃; (f) 720 h,170 ℃
图 5 不同时效时间和温度下 SAC(0507)-0.4%Zn/Cu 焊点界面形貌Figure 5. Different aging time and temperature SAC(0507)-0.4%Zn/Cu solder joint interface morphology. (a) 168 h,130 ℃; (b) 168 h,150 ℃; (c) 168 h,170 ℃; (d) 720 h,130 ℃; (e) 720 h,150 ℃; (f) 720 h,170 ℃图6为SAC(0507)-1.0%Zn/Cu 焊点在130,150和170 ℃的等温时效条件下,时效时间分别为168和720 h的焊点界面形貌对比. 时效时间为168 h时,随着时效温度的升高,Cu5Zn8层的破碎现象逐渐加强,判断Cu5Zn8的高温热稳定性能较差. 随着Cu5Zn8层的破碎,Cu6Zn5层随着时效温度的升高有增厚的趋势. 当时效时间达到720 h时,时效温度为130 ℃的条件下,仍然能观察到Cu5Zn8 IMC的存在,而在150和170℃的时效条件下,Cu5Zn8 IMC都已消失,这更加证明了Cu5Zn8的高温热稳定性能较差. 在170 ℃的温度下时效720 h后才重新出现Cu3Sn层,说明Cu原子向Cu6Zn5 IMC层中的扩散需要跨越很高的势垒.
![]() 图 6 不同时效时间和温度下 SAC(0507)-1.0%Zn/Cu 焊点界面形貌Figure 6. Different aging time and temperature SAC(0507)-1.0.%Zn/Cu solder joint interface morphology. (a) 168 h,130 ℃; (b) 168 h,150 ℃; (c) 168 h,170 ℃; (d) 720 h,130 ℃; (e) 720 h,150 ℃; (f) 720 h,170 ℃
图 6 不同时效时间和温度下 SAC(0507)-1.0%Zn/Cu 焊点界面形貌Figure 6. Different aging time and temperature SAC(0507)-1.0.%Zn/Cu solder joint interface morphology. (a) 168 h,130 ℃; (b) 168 h,150 ℃; (c) 168 h,170 ℃; (d) 720 h,130 ℃; (e) 720 h,150 ℃; (f) 720 h,170 ℃2.3 组分元素在结合界面层中的扩散通量
通过建立扩散模型并结合函数拟合对试验数据进行处理,定量表征组分元素在接头界面IMC层中的扩散通量,便于直观的理解Zn元素对时效结合界面层演变的影响机制.
在模型建立前,为便于计算提出以下假设.
(1) 将回流态接头中Cu3Sn/Cu界面作为等温时效过程中原子扩散的初始界面.
(2) 不考虑Sn中原子向Cu基板中的扩散.
(3) 在Cu6Sn5/Cu3Sn界面处,假设一种IMC相的形成需要消耗等体积的另一种IMC相.
采用指数生长函数和指数衰减函数对相界面相对位置进行拟合,其形式为
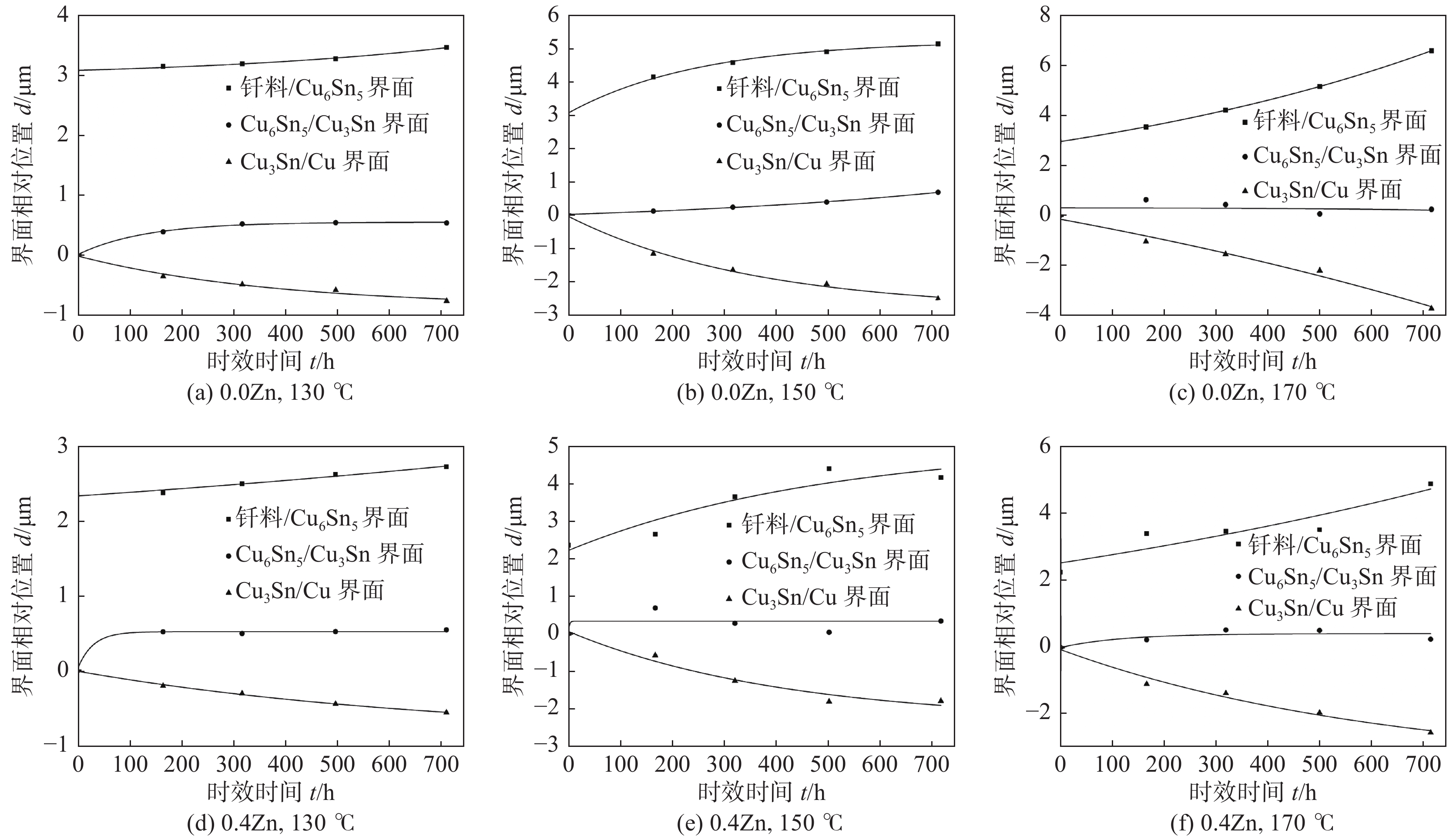
$$f\left( t \right) = {f_0} + A \cdot \exp \left( {t/{t_{\rm{c}}}} \right)$$ (3) 式中:t为时效时间;f0,A和tc均为常数,可在拟合过程中确定. 拟合后得到f1(t) (Cu3Sn/Cu界面)、f2(t) (Cu6Sn5/ Cu3Sn界面)、f3(t) (Sn /Cu6Sn5界面)相对位置的拟合曲线,如图7所示.
![]() 图 7 不同时效时间和温度下接头相界面的相对位置Figure 7. Relative positions of the interfaces in the solder joint at different aging time and temperature. (a) 0.0Zn,130 ℃; (b) 0.0Zn,150 ℃; (c) 0.0Zn,170 ℃; (d) 0.4Zn,130 ℃; (e) 0.4Zn,150 ℃; (f) 0.4Zn,170 ℃
图 7 不同时效时间和温度下接头相界面的相对位置Figure 7. Relative positions of the interfaces in the solder joint at different aging time and temperature. (a) 0.0Zn,130 ℃; (b) 0.0Zn,150 ℃; (c) 0.0Zn,170 ℃; (d) 0.4Zn,130 ℃; (e) 0.4Zn,150 ℃; (f) 0.4Zn,170 ℃2.3.1 Cu3Sn层中Cu的扩散通量
较短的时效时间t内,Cu3Sn/Cu界面位置f1在Δt时间内的变化为
$$\Delta {f_1} = {f_1}\left( {t + \Delta t} \right) - {f_1}\left( t \right)$$ (4) 单位面积内Cu的总消耗量(mol/cm2)为
$${c_{{\rm{Cu}}}} = - \Delta {f_1} \cdot {n_{{\rm{Cu}}}}$$ (5) 式中:nCu为Cu的密度与其分子量之比.
在Cu3Sn/Cu界面处,部分来自铜基板的原子直接参加界面反应. 由Cu3Sn层生长所引起单位面积内Cu的消耗量为
$${c_{{\rm{Cu}}}} = - 3\Delta {f_1} \cdot {n_{Cu}}$$ (6) 在Δt时间范围内,Cu3Sn中Cu的扩散通量(mol/(cm2·s))为
$$\begin{split} &\\ & J_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}^{{\rm{Cu}}} = \left( {{c_{{\rm{Cu}}}} - {c_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}}} \right)/\Delta t = \left( {3 \cdot {n_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}} - {n_{{\rm{Cu}}}}} \right) \cdot \Delta {f_1}/\Delta t \end{split}$$ (7) $$J_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}^{{\rm{Cu}}}{\rm{ = }}\left( {3 \cdot {n_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}} - {n_{{\rm{Cu}}}}} \right) \cdot {f_1}^\prime $$ (8) 2.3.2 Cu6Sn5层中Cu的扩散通量
根据假设,在Cu6Sn5/Cu3Sn界面处,当Cu6Sn5向Cu3Sn发生等体积转变时,设生成的Cu3Sn相有x mol来自式(1),y mol来自式(2),得
$$x + y = \Delta {f_2} \cdot {n_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}}$$ (9) $$x/5 + y/2 = \Delta {f_2} \cdot {n_{{\rm{C}}{{\rm{u}}_6}{\rm{S}}{{\rm{n}}_5}}}$$ (10) 求解等式可得
$$x = 5 \cdot \left( {{n_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}} - 2{n_{{\rm{C}}{{\rm{u}}_6}{\rm{S}}{{\rm{n}}_5}}}} \right) \cdot \Delta {f_2}/3$$ (11) $$y = 2 \cdot \left( {5{n_{{\rm{C}}{{\rm{u}}_6}{\rm{Sn}}}}_{_5} - 2{n_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}}} \right) \cdot \Delta {f_2}/3$$ (12) 因此,界面处所消耗的Cu原子的量为9x/5,生成的Sn原子的量为3y/2. Cu3Sn向Cu6Sn5发生等提价转变时也会获得同样的数值.
在Δt时间范围内,Cu6Sn5中Cu的扩散通量(mol/(cm2·s))为
$$J_{{\rm{C}}{{\rm{u}}_6}{\rm{S}}{{\rm{n}}_5}}^{{\rm{Cu}}}{\rm{ = }}\left( {3 \cdot {n_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}} - {n_{{\rm{Cu}}}}} \right) \cdot {f_1}^\prime - 3 \cdot \left( {{n_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}} - 2 \cdot {n_{{\rm{C}}{{\rm{u}}_6}{\rm{S}}{{\rm{n}}_5}}}} \right) \cdot {f_2}^\prime $$ (13) 同理,Cu3Sn层中Sn的扩散通量
$$J_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}^{{\rm{Sn}}}{\rm{ = }} - {n_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}} \cdot {f_1}^\prime $$ (14) Cu6Sn5层中Sn的扩散通量
$$J_{{\rm{C}}{{\rm{u}}_6}{\rm{S}}{{\rm{n}}_5}}^{{\rm{Sn}}}{\rm{ = }} - {n_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}} \cdot {f_1}^\prime - \left( {5{n_{{\rm{C}}{{\rm{u}}_6}{\rm{S}}{{\rm{n}}_5}}} - {n_{{\rm{C}}{{\rm{u}}_3}{\rm{Sn}}}}} \right) \cdot {f_2}^\prime $$ (15) 扩散通量与热处理时间的关系如图8所示. 界面IMC层的生长需要Cu和Sn原子的不断供给,来源于Cu基体和钎料合金的消耗. 因此Cu3Sn/Cu界面和钎料/Cu6Sn5界面分别向Cu基体和钎料基体移动. 随着时效时间的延长,IMC层的生长阻碍原子扩散,界面层厚度增长逐渐缓慢. 随时效时间的继续增加,温度对原子扩散的影响已不再显著.
![]() 图 8 不同时效时间和温度下相界面处 Cu和Sn 的扩散通量Figure 8. Diffusion fluxes of Cu and Sn at the reaction interfaces at different aging time and temperature. (a) 0.0Zn,130 ℃; (b) 0.0Zn,150 ℃; (c) 0.0Zn,170 ℃; (d) 0.4Zn,130 ℃; (e) 0.4Zn,150 ℃; (f) 0.4Zn,170 ℃
图 8 不同时效时间和温度下相界面处 Cu和Sn 的扩散通量Figure 8. Diffusion fluxes of Cu and Sn at the reaction interfaces at different aging time and temperature. (a) 0.0Zn,130 ℃; (b) 0.0Zn,150 ℃; (c) 0.0Zn,170 ℃; (d) 0.4Zn,130 ℃; (e) 0.4Zn,150 ℃; (f) 0.4Zn,170 ℃对比0%Zn与0.4%Zn的钎焊接头,在时效初期,0.4%Zn含量的接头中,Cu3Sn IMC层生长速度较快,因此对原子扩散的阻碍作用更加提前且强烈,抑制Cu6Sn5 IMC层生长,从而使0.4%Zn含量接头中Cu6Sn5层厚度明显小于0%Zn含量的接头. 说明Zn元素有助于优先生成相Cu3Sn的生长,抑制原子扩散,减缓IMC层整体的生长速度.
时效初期,Cu6Sn5/Cu3Sn界面处Cu和Sn原子在IMC层中的扩散通量出现负值,其含义为与拟定的扩散正方向相反,说明在时效初期,Cu6Sn5/Cu3Sn界面处主要发生与式(2)方向相反、与式(1)方向相同的反应. 即Cu3Sn层生长,同时消耗大量Cu原子和产生Sn原子.
3. 结论
(1) 在Sn0.5Ag0.7Cu钎料中加入适量的Zn元素可有效提高Sn0.5Ag0.7Cu/Cu焊接接头的抗剪强度. 当添加0.4%Zn元素时,抗剪强度可达到最大值47.81 MPa.
(2) 添加1.0%以上Zn元素会在接头中形成Cu5Zn8 IMC层,对等温时效处理的接头中IMC层的生长有着抑制作用. 随着时效温度的升高和时效时间的延长,Cu5Zn8 IMC层会破碎直至消失,因此在减少不利于接头综合性能的IMC层厚度的同时,不会改变Sn0.5Ag0.7Cu/Cu接头结合界面层中IMC的组织结构.
(3) 添加Zn元素有助于接头结合界面层中优先生成相Cu3Sn的生长,从而阻碍接头中的元素扩散,抑制IMC层生长.
-
![]()
图 2 SAC(0507) -xZn/Cu 焊点剪切断口形貌
Figure 2. SAC(0507) -xZn/Cu solder joint shear fracture morphology. (a) SAC(0507)-0Zn; (b) SAC(0507)-0.1Zn; (c) SAC(0507)-0.4Zn; (d) SAC(0507)-0.7Zn; (e) SAC(0507)-1.0Zn; (f) SAC(0507)-2.0Zn
![]()
图 3 130 ℃不同时效时间 SAC(0507)-0.4%Zn/Cu 焊点界面形貌
Figure 3. 130 ℃ different aging time SAC(0507)-0.4%Zn/Cu solder joint interface morphology. (a)168 h; (b) 322 h; (c) 720 h
![]()
图 4 130 ℃不同时效时间 SAC(0507)-1.0%Zn/Cu 焊点界面形貌
Figure 4. 130 ℃ different aging time SAC(0507)-1.0%Zn/Cu solder joint interface morphology. (a) 168 h; (b) 322 h; (c) 720 h
![]()
图 5 不同时效时间和温度下 SAC(0507)-0.4%Zn/Cu 焊点界面形貌
Figure 5. Different aging time and temperature SAC(0507)-0.4%Zn/Cu solder joint interface morphology. (a) 168 h,130 ℃; (b) 168 h,150 ℃; (c) 168 h,170 ℃; (d) 720 h,130 ℃; (e) 720 h,150 ℃; (f) 720 h,170 ℃
![]()
图 6 不同时效时间和温度下 SAC(0507)-1.0%Zn/Cu 焊点界面形貌
Figure 6. Different aging time and temperature SAC(0507)-1.0.%Zn/Cu solder joint interface morphology. (a) 168 h,130 ℃; (b) 168 h,150 ℃; (c) 168 h,170 ℃; (d) 720 h,130 ℃; (e) 720 h,150 ℃; (f) 720 h,170 ℃
![]()
图 7 不同时效时间和温度下接头相界面的相对位置
Figure 7. Relative positions of the interfaces in the solder joint at different aging time and temperature. (a) 0.0Zn,130 ℃; (b) 0.0Zn,150 ℃; (c) 0.0Zn,170 ℃; (d) 0.4Zn,130 ℃; (e) 0.4Zn,150 ℃; (f) 0.4Zn,170 ℃
-
[1] Bradley E, Handwerker C A, Bath J, et al. Lead-free electronics: iNEMI projects lead to successful manufacturing[C]//Reliability & Maintainability Symposium. IEEE, 2007: 1-15.
[2] Fazal M A, Liyana N K, Saeed Rubaiee, et al. A critical review on performance, microstructure and corrosion resistance of Pb-free solders[J]. Measurement, 2019, 134: 897 − 907. doi: 10.1016/j.measurement.2018.12.051
[3] Guang Ren, Maurice N Collins, Jeff Punch, et al. Pb-free solder—microstructural, material reliability, and failure relationships[M]. Handbook of Materials Failure Analysis, 2020.
[4] Yang L, Quan S, Liu C, et al. Aging resistance of the Sn-Ag-Cu solder joints doped with Mo nanoparticles[J]. Materials Letters, 2019, 253(15): 191 − 194.
[5] 贾九红, 姚戴锋, 田红春, 等. 钎焊耦合高温波导杆技术测厚可靠性研究[J]. 压力容器, 2021, 38(2): 7 − 13. doi: 10.3969/j.issn.1001-4837.2021.02.002 Jia Jiuhong, Yao Daifeng, Tian Hongchun, et al. Study on the reliability of the thickness measurement of brazing coupled high temperature waveguide rod technology[J]. Pressure Vessel Technology, 2021, 38(2): 7 − 13. doi: 10.3969/j.issn.1001-4837.2021.02.002
[6] Chou T T, Song R W, Chen W Y, et al. Enhancement of the mechanical strength of Sn-3.0Ag-0.5Cu/Ni joints via doping minor Ni into solder alloy[J]. Materials Letters, 2019, 235(15): 180 − 183.
[7] Zhang Min, Xu Huanrui, Wang Gang, et al. Effect of Ga on microstructure and properties of Sn-Zn-Bi solder for photovoltaic ribbon[J]. China Welding, 2019, 28(4): 1 − 7.
[8] 隋然, 林巧力. SnAgCu-xTi在单晶硅表面的润湿行为[J]. 焊接学报, 2020, 41(4): 90 − 96. doi: 10.12073/j.hjxb.20191122001 Sui Ran, Lin Qiaoli. Wetting behavior of SnAgCu-xTi on the surface of single crystal silicon[J]. Transactions of the China Welding Institution, 2020, 41(4): 90 − 96. doi: 10.12073/j.hjxb.20191122001
[9] 姜楠, 张亮, 刘志权, 等. FCBGA器件SnAgCu焊点的热冲击可靠性分析[J]. 焊接学报, 2019, 40(9): 39 − 42. Jiang Nan, Zhang Liang, Liu Zhiquan, et al. Thermal shock reliability analysis of SnAgCu solder joints for FCBGA devices[J]. Transactions of the China Welding Institution, 2019, 40(9): 39 − 42.
[10] Yee-Wen Y, William Y, Chu-Hsuan W, et al. Study of interfacial reactions between lead-free solders and Cu-xZn alloys[J]. Journal of Electronic Materials, 2018, 48(13): 170 − 181.
[11] Wang S, Yao Y, Wang W. Microstructure and size effect of interfacial intermetallic on fracture toughness of Sn3.0Ag0.5Cu solder interconnects[J]. Engineering Fracture Mechanics, 2018, 202(15): 259 − 274.
[12] Kunwar A, Shang S, Raback P, et al. Heat and mass transfer effects of laser soldering on growth behavior of interfacial intermetallic compounds in Sn/Cu and Sn-3.5Ag0.5/Cu joints[J]. Microelectronics Reliability, 2018, 80: 55 − 67. doi: 10.1016/j.microrel.2017.11.016
[13] Ali B, Sabri M F M, Said S M, et al. Microstructural and tensile properties of Fe and Bi added Sn-1Ag-0.5Cu solder alloy under high temperature environment[J]. Microelectronics Reliability, 2018, 82: 171 − 178. doi: 10.1016/j.microrel.2018.01.015
[14] Shang S, Wang Y, Wang Y, et al. Enhancement of hardness of bulk solder by doping Cu nanoparticles at the interface of Sn/Cu solder joint[J]. Microelectronic Engineering, 2019, 208(1): 47 − 53.
[15] Gusak A M, Tu K N. Kinetic theory of flux-driven ripening[J]. Physical Review B, 2002, 66(11): 115403. doi: 10.1103/PhysRevB.66.115403
[16] 杨扬. Sn基钎料/Cu界面柯肯达尔空洞机理研究[D]. 上海: 上海交通大学, 2012. Yang Yang. Study on the Kirkendall void mechanism of Sn-based solder/Cu interface[D]. Shanghai: Shanghai Jiao Tong University, 2012.
[17] Paul A. The Kirkendall effect in solid state diffusion[D]. Eindhoven: Technical University of Eindhoven, 2004.
-
期刊类型引用(0)
其他类型引用(2)
 下载:
下载:



















计量
- 文章访问数: 271
- HTML全文浏览量: 18
- PDF下载量: 19
- 被引次数: 2
