
Refilling friction stir welding of 20 mm thick AA2219 and analysis of microstructure and mechanical properties
-
摘要: 为了解决封闭环缝的焊接匙孔问题,研究了采用可回抽搅拌摩擦焊接进行匙孔消除的焊接工艺. 在厚板可回抽焊接过程中,搅拌针末端的瞬时空腔问题受体积效应影响将更为显著且更难控制. 研究了不同回抽焊接长度下20 mm中厚板2219铝合金可回抽焊接接头的内部质量、组织形貌和力学性能. 结果表明,在焊接速度100 mm/min、搅拌头转速400 r/min的参数组合下,回抽焊接区长度为200 ~ 500 mm时,可获得无内部缺陷的可回抽搅拌摩擦焊焊缝;回抽焊接区接头横截面上存在2个焊核,靠近焊缝上表面的焊核大小随着回抽过程不断减小;一次焊接、重复焊接和可回抽焊接接头的拉伸性能依次降低,且可回抽焊接接头的力学性能随着回抽距离的增长而有所提升;在实际工程应用中回抽距离500 mm为较优的参数选择.
-
关键词:
- 2219 铝合金厚板 /
- 可回抽搅拌摩擦焊 /
- 回抽距离 /
- 微观组织 /
- 力学性能
Abstract: Refilling friction stir welding process was studied in order to solve the keyhole problem of friction stir welding (FSW) of the closed ring weld of rotate-structures. In the process of refilling welding of thick plates, the problem of the instantaneous cavity at the end of the tool pin would be more pronounced and more difficult to control due to the volume effect. In this paper, the internal quality, microstructure and mechanical properties of 2219 aluminum alloy welded joints of 20-mm-thick plates with different length of refilling field were studied. The results showed that retractable friction stir welds with no internal defects were obtained with the parameter of welding speed of 100 mm/min, rotation speed of 400 r/min and the length of the refilling field of 200 ~ 500 mm. Two weld nuggets were observed on the cross section of the joint of the welding zone, and the size of the nugget near the upper surface of the weld decreased with the refilling process. The tensile properties of the one-time welding, two-time welding and refilling welding joints decreased successively. In addition, the mechanical properties of refilling welding joints increased with the length of refilling region. The refilling distance of 500 mm would a proper parameter. -
0. 序言
常规搅拌摩擦焊在焊缝末端会产生匙孔,匙孔是由搅拌摩擦焊接过程的固有特征决定的,它是搅拌针抽出后,原搅拌针所占空间未被被焊材料填充而形成的孔洞. 匙孔的存在不仅影响焊接结构件的外观,还将严重影响焊接接头的质量. 消除匙孔的方法中,最常用的为引出板消除法[1],但此方法不适用于封闭环形焊缝的焊接;对于薄板,可采用无针式搅拌头进行无匙孔的焊接[2];此外,还有搅拌针回抽技术[3]、组合补焊技术[4]、摩擦塞焊技术[5]、填充式搅拌摩擦焊技术[6]以及压焊技术[7]等.
在航天领域内,运载火箭贮箱等铝合金回转体结构件的制造过程中,由于存在大量的封闭环形焊缝,无法采用传统的引出板消除法来消除匙孔,目前工程上大量应用的是采用可回抽搅拌摩擦焊接工艺[8-12]进行匙孔消除.
可回抽搅拌摩擦焊接是采用双主轴焊接主机带动分体式搅拌头同时转动[13],在焊接结束时将搅拌针逐渐抽离被焊材料,同时结合轴肩下压,在搅拌针完全脱离母材时获得无匙孔的搅拌摩擦焊缝. 由于采用分体式设计且负载情况更为复杂,可回抽搅拌摩擦焊对搅拌头的设计制造要求较高,通常采用高温性能更加优越高温合金[14]、硬质合金等材料制作搅拌针.
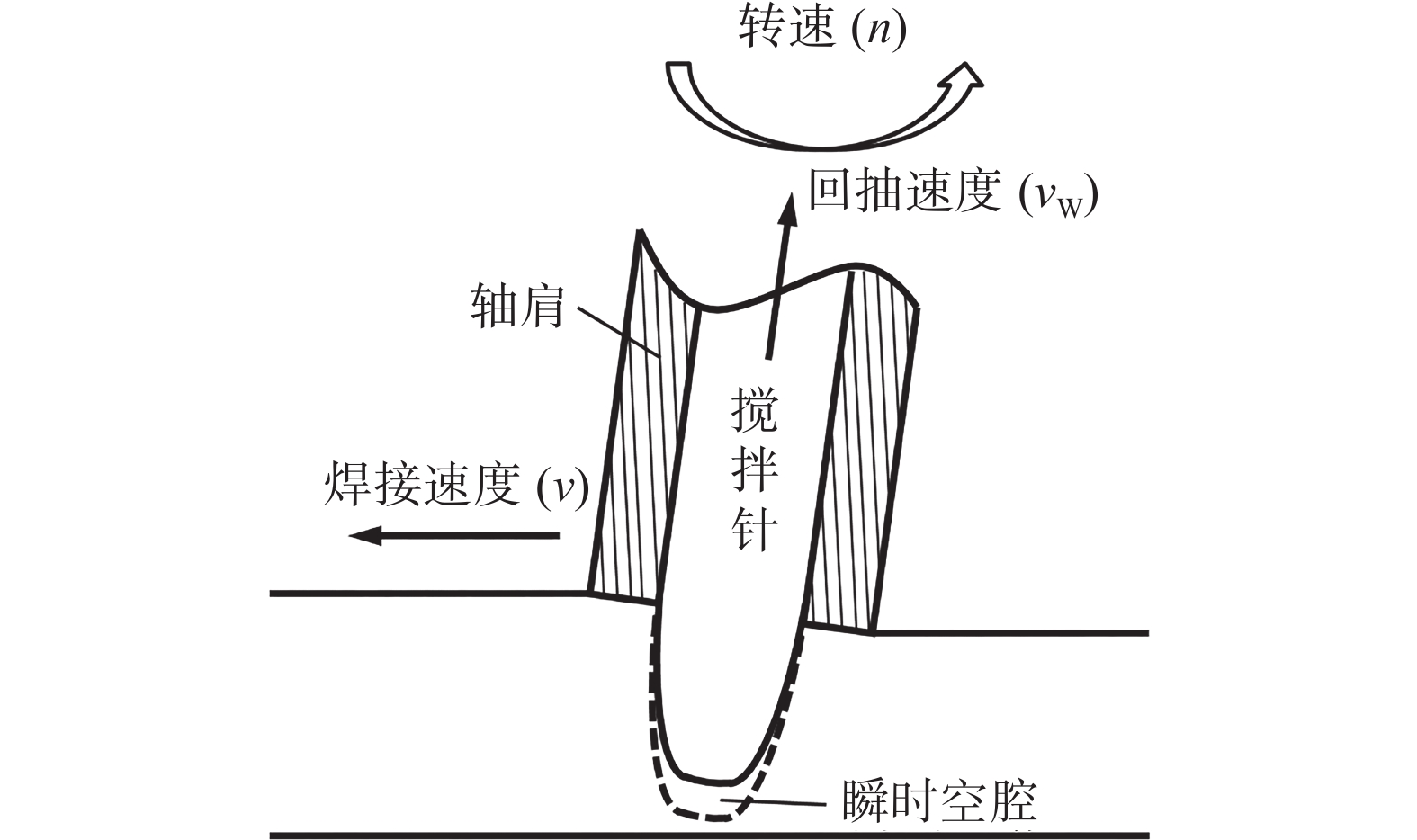
在采用可回抽搅拌头进行无匙孔焊接时,在搅拌针回抽阶段,搅拌针的动态回抽会在搅拌针末端产生一个实时产生、实时消失的瞬时空腔. 这类瞬时空腔的实时产生和实时消除,取决于焊接过程中搅拌针回抽速度vW和焊接速度v的耦合匹配. 在参数选择不当时,会在回抽区域产生与搅拌针末端回抽轨迹高度相似的线性体积型缺陷. 对于常规的中薄板(板厚区间4 ~ 8 mm),由于所采用的搅拌针较细,搅拌针末端的瞬时空腔问题并不十分明显且易于消除. 但是对于中厚板(厚度不小于16 mm)焊接,由于采用的搅拌针更粗,受体积效应的影响搅拌针末端的瞬时空腔问题将更为显著且更难控制. 控制这种瞬时空腔问题,避免产生与搅拌针末端回抽轨迹高度相似的线性体积型缺陷,是保证中厚板可回抽焊缝质量的关键之一.
通过在固定焊接速度v下,匹配合适的搅拌针回抽速度vW,研究不同回抽焊接区长度(回抽速度vW)对20 mm厚2219铝合金搅拌摩擦焊接接头性能的影响;并通过选择合适的回抽速度vW,消除搅拌针末端瞬时空腔带来的影响.
1. 试验方法
使用带锥形螺纹搅拌针的20 mm可回抽搅拌头,进行20 mm厚2219 C10S铝合金平板对接焊缝的回抽焊接工艺试验,确定重复焊接区和回抽焊接区的接头性能,并研究回抽焊接区长度对接头性能的影响. 具体的试验方案为:将规格为1000 mm × 150 mm × 20 mm的两块2219 C10S铝合金平板试样,采用可回抽搅拌头进行对接焊,焊接时,首先使用常规焊接参数完成试板的完整焊缝焊接,再从第一遍焊缝的起始处进行二次焊接,当焊接前进100 mm后,搅拌针开始以一定的速度回抽,直至搅拌针完全脱离被焊材料,回抽完成. 搅拌针长度为19.3 mm,搅拌头倾角设置为2.5°,将搅拌头前进速度保持为100 mm/min,在搅拌头转速为400 r/min,研究回抽焊接区长度分别为200,300,400和500 mm时的焊接接头性能,焊接工艺参数如表1所示.
表 1 回抽焊接工艺参数Table 1. Parameters of the refilling friction stir welding试样编号 转速
n/(r·min−1)前进速度
v /(mm·min−1)回抽区长度
l/mm搅拌针回抽速度
vW/(mm·min−1)1号 400 100 200 10 2号 300 6.7 3号 400 5 4号 500 4 为分析不同回抽焊接工艺参数对焊接接头质量的影响,首先焊接完成后的试样,进行焊缝宏观形貌观察和超声相控阵检测,观察焊缝的表面和内部质量.
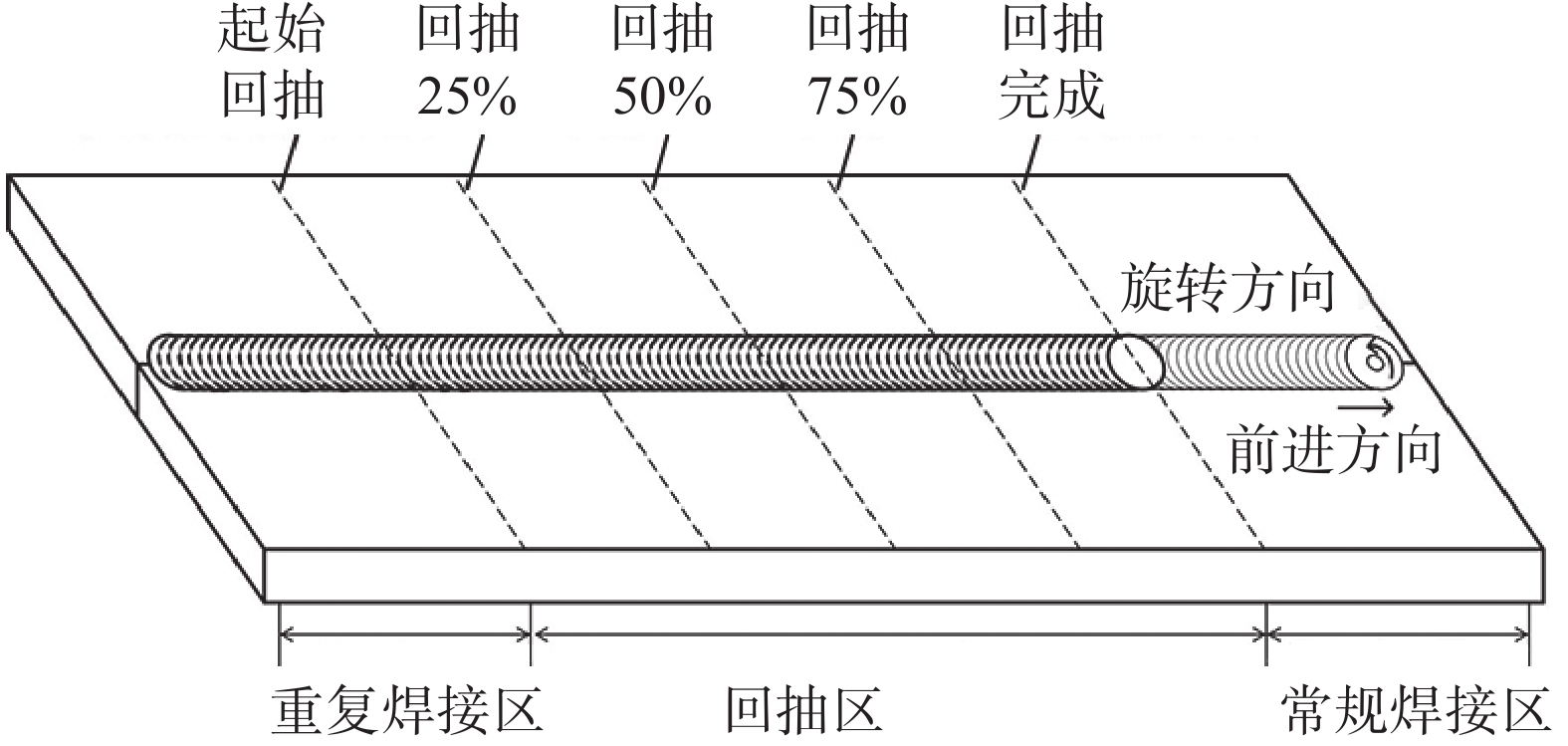
为分析不同回抽阶段焊缝的微观组织形貌,对2号试样的焊接接头,在起始回抽处、回抽25%,50%,75%以及回抽完成处(图1)分别取金相样品,观察不同位置处的接头组织形貌.
为分析不同回抽焊接工艺参数对焊接接头的性能的影响,在1号 ~ 4号试样的起始回抽处、回抽25%,50%,75%以及回抽完成处位置,分别取拉伸试样,分析接头的力学性能.
2. 试验结果
2.1 回抽焊接区长度对焊接接头质量的影响
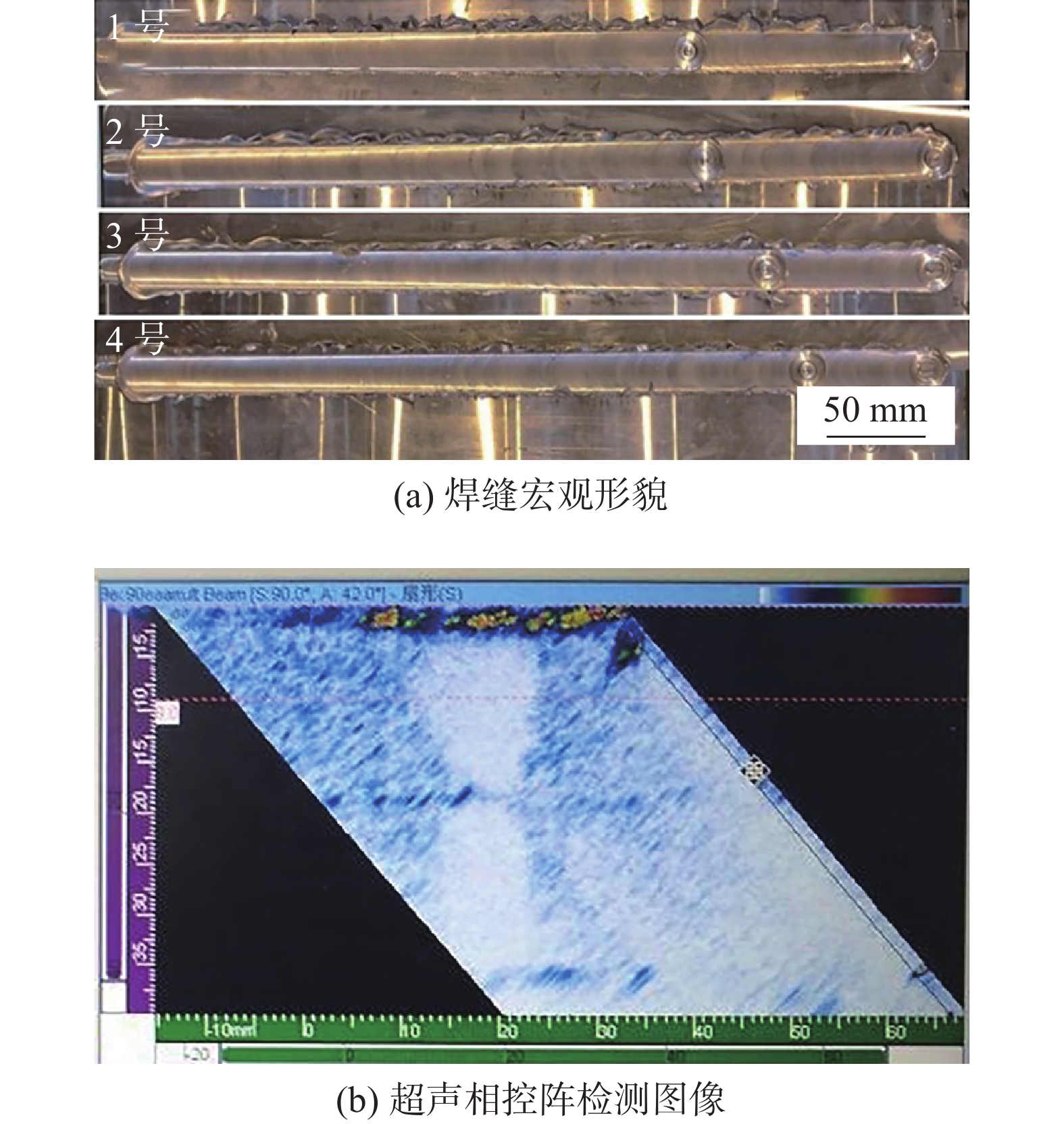
对采用不同回抽焊接区长度(回抽速度)焊接的搅拌摩擦焊接平板对接试样进行目视检查和无损检测(图2),经目视检查均无缺陷(图2a),回抽后焊接匙孔被消除,仅留下一个高出焊缝表面的形状类似于火山口的凸起状结构,它是由于回抽过程中母材溢出进入搅拌针末端和轴肩的间隙形成的“溢出环”,铲除焊缝表面飞边后与试样表面齐平.
![]() 图 2 焊缝外观及无损检测Figure 2. Appearance and non-destructive evaluation of the weld. (a) macroscopic appearances of the welds;(b) pattern of ultrasonic phased array
图 2 焊缝外观及无损检测Figure 2. Appearance and non-destructive evaluation of the weld. (a) macroscopic appearances of the welds;(b) pattern of ultrasonic phased array对可回抽搅拌摩擦焊缝(包括重复焊接区和回抽焊接区)进行X射线探伤和相控阵超声波检测(图2b)后得出:当回抽焊接区长度在200 ~ 500 mm范围内时,重复焊接区和回抽区域焊缝内部均无缺陷信号,焊缝内部质量符合航天行业标准QJ20043—2011和QJ20045—2011对搅拌摩擦焊I级焊缝的质量要求.
试验结果表明,在搅拌头前进速度保持为100 mm/min,搅拌头转速在400 r/min的工艺参数组合下,20 mm厚2219C10S铝合金的搅拌摩擦焊回抽焊接区长度在200 ~ 500 mm范围内时,能够有效控制搅拌针末端瞬时空腔(图3)问题可能导致的焊接缺陷问题,保证焊接接头质量.
2.2 不同回抽阶段焊缝的微观组织形貌
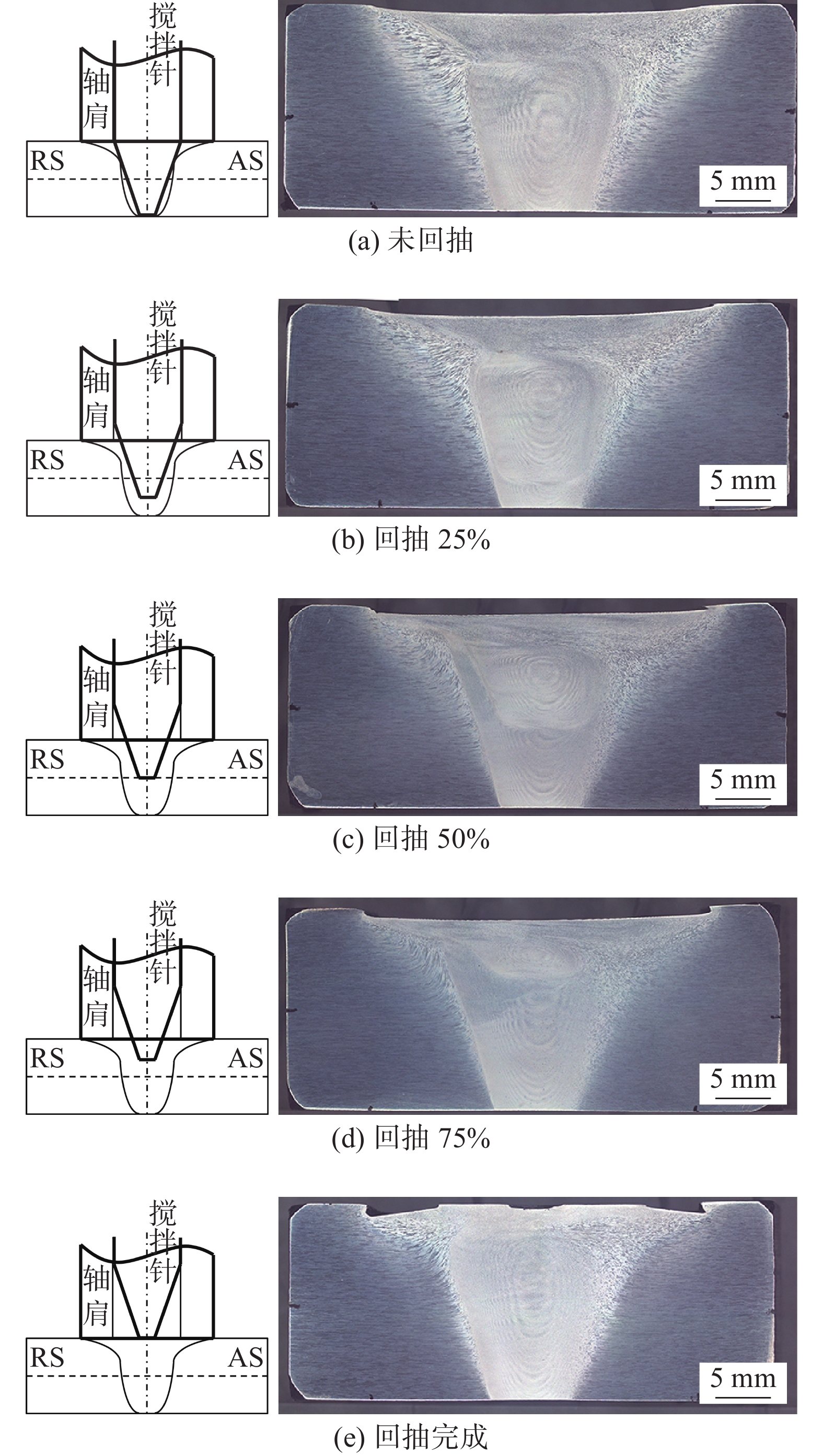
图4分别为20 mm厚2219C10S铝合金回抽距离为300 mm时,焊接接头在起始回抽处、回抽25%,50%,75%以及回抽完成处的宏观组织形貌(6.5X).
![]() 图 4 回抽焊接区的接头组织形貌Figure 4. Microscope of the refilling region of the welding joint. (a) non-withdrawn; (b) 25% withdrawn; (c) 50% withdrawn; (d) 75% withdrawn; (e) 100% withdrawn
图 4 回抽焊接区的接头组织形貌Figure 4. Microscope of the refilling region of the welding joint. (a) non-withdrawn; (b) 25% withdrawn; (c) 50% withdrawn; (d) 75% withdrawn; (e) 100% withdrawn从图4中可以看出,可回抽搅拌摩擦焊接头不同位置的横截面宏观形貌存在较大程度的差异. 主要体现在以下几个方面.
(1)起始回抽处为典型的搅拌摩擦焊接头宏观形貌,只有1个焊核,表现为在距离焊缝下表面约2/3板厚范围内的较为对称的被纵向拉长的椭圆洋葱圆环结构,该区域相当于采用与第一次焊接等长度的搅拌针进行二次焊接的区域.
(2)从图4b ~ 4d中可以发现接头横截面上存在2个焊核,1个靠近焊缝上表面,1个靠近焊缝下表面. 随着取样位置逐渐靠近回抽结束点,位于上方的焊核越来越小. 从形成机理来看,位于下方的焊核是在第一次焊接时形成的,位于上方的焊核是在回抽焊接时由逐渐缩短的搅拌针作用形成的. 回抽区域的焊接接头可以看成是第一遍完全焊透的正常焊接区接头与“逐渐缩短的搅拌针+同直径轴肩”构成的常规搅拌头形成的“部分重复焊接”接头. 从图中还可以看出,回抽焊接时形成的焊核与一次焊接时形成的焊核之间存在非常明显的界限,尤其是在前进侧和二次焊核的下方.
值得注意的是,在二次焊核的底部、与一次焊核的交界处,交界线存在一个指向搅拌针回抽方向的上凹,其形成的原因就是搅拌针向上回抽运动带动的焊核区材料的向上流动,是搅拌针末端瞬时空腔被实时填充后留下的痕迹.
(3)图4e是回抽结束时的横截面宏观形貌,为典型的常规搅拌摩擦焊接头宏观形貌,且只有1个焊核. 从焊接过程来看,该区域相当于正常一次焊接的焊接接头,仅焊缝表面与轴肩存在短暂的相互作用,没有产生过多的热影响. 图4e上表面存在的以焊缝中心轴向对称分布的环状凸起就是搅拌针完全回抽至轴肩内部时,轴肩与搅拌针之间残留塑性金属形成的“溢出环”,从图中也可以看出该“溢出环”的中心凹陷处的最底部依然高于焊缝上表面,不影响焊缝的结构完整性.
2.3 回抽焊接区长度对焊接接头力学性能的影响
采用工艺参数为n = 400 r/min、v = 100 mm/min,分别准备了一次焊接样品和回抽距离为300 mm的回抽焊接样品,并在回抽焊接样品上取重复焊接区和回抽区域的拉伸试样进行常温拉伸力学性能测试,分析了无匙孔环缝的一次焊接接头、重复焊接接头、回抽焊接接头的力学性能是否存在差异. 所得到的对常规焊接区、重复焊接区和回抽区接头拉伸性能如表2所示,典型接头的断裂位置如图5所示.
表 2 一次焊接、重复焊接和回抽焊接的接头力学性能对比Table 2. Comparison of mechanical properties of the welding joints prepared by one-time welding, two-time welding and refilling welding试样编号 抗拉强度
Rm/MPa断后伸长率
A(%)一次焊接
试样W1-1 330 6.5 W1-2 333 6.5 W1-3 334 6.5 W1-4 333 7 W1-5 330 6.5 W1-6 328 7 W1-7 332 7 W1-8 332 7 平均值 331.5 6.8 重复焊接
试样W2-1 316 6 W2-2 316 6 W2-3 318 6 W2-4 319 6.5 W2-5 316 5.5 W2-6 316 5.5 W2-7 315 5.5 平均值 316.6 5.9 回抽焊接
试样WR-1(未回抽) 317 5.5 WR-2(回抽50%) 310 5.5 WR-3(回抽完成) 326 6 平均值 307.3 5.5 ![]() 图 5 焊接接头拉伸试样的断裂位置Figure 5. Fracture position of the tensile specimens of the welding joints. (a) one-time welding; (b) re-welded; (c) welded with refilling
图 5 焊接接头拉伸试样的断裂位置Figure 5. Fracture position of the tensile specimens of the welding joints. (a) one-time welding; (b) re-welded; (c) welded with refilling可以看出重复焊接试样由于经历了两次焊接,接头性能出现小幅下降,约为315 ~ 319 MPa. 回抽焊接试样在焊缝回抽段,其回抽完成处力学性能最高,为326 MPa,这部分相当于一次焊接的焊缝,仅受一次搅拌摩擦焊接热输入的影响,力学性能略有下降;起始回抽处性能次之,约为317 MPa,这部分相当于重复焊接焊缝;中间回抽区域的力学性能最低,约为310 MPa. 一次焊接接头、重复焊接接头和回抽焊接接头均断裂在后退侧,热影响区和热机械影响区的交界处.
2.4 回抽焊接区长度对焊接接头力学性能的影响
为了研究回抽区长度对焊接接头性能的影响,分析了表1中所列不同回抽距离样品焊接接头的常温拉伸力学性能,分析结果如表3所示,其中回抽试样的X-1 ~ X-5力学试样分别为起始回抽处、回抽25%,50%,75%以及回抽完成处.
表 3 不同回抽距离焊接接头的力学性能Table 3. Testing results of mechanical properties of the welding joints prepared by different parameters试样编号 抗拉强度Rm/MPa 断后伸长率A(%) 1-1 315 5 1-2 316 5.5 1-3 309 5 1-4 308 5.5 1-5 323 6 2-1 317 5.5 2-2 309 5 2-3 310 5.5 2-4 313 5.5 2-5 326 6 3-1 317 5.5 3-2 310 6 3-3 313 5 3-4 314 6 3-5 323 6.5 4-1 319 6.5 4-2 310 6 4-3 312 6 4-4 318 6 4-5 326 6.5 从试验结果中可以看出回抽区域在回抽完成处力的学性能最高,分布在323 ~ 326 MPa,起始回抽处性能次之,约为315 ~ 319 MPa,中间回抽区域的力学性能最低,约为308 ~ 318 MPa.
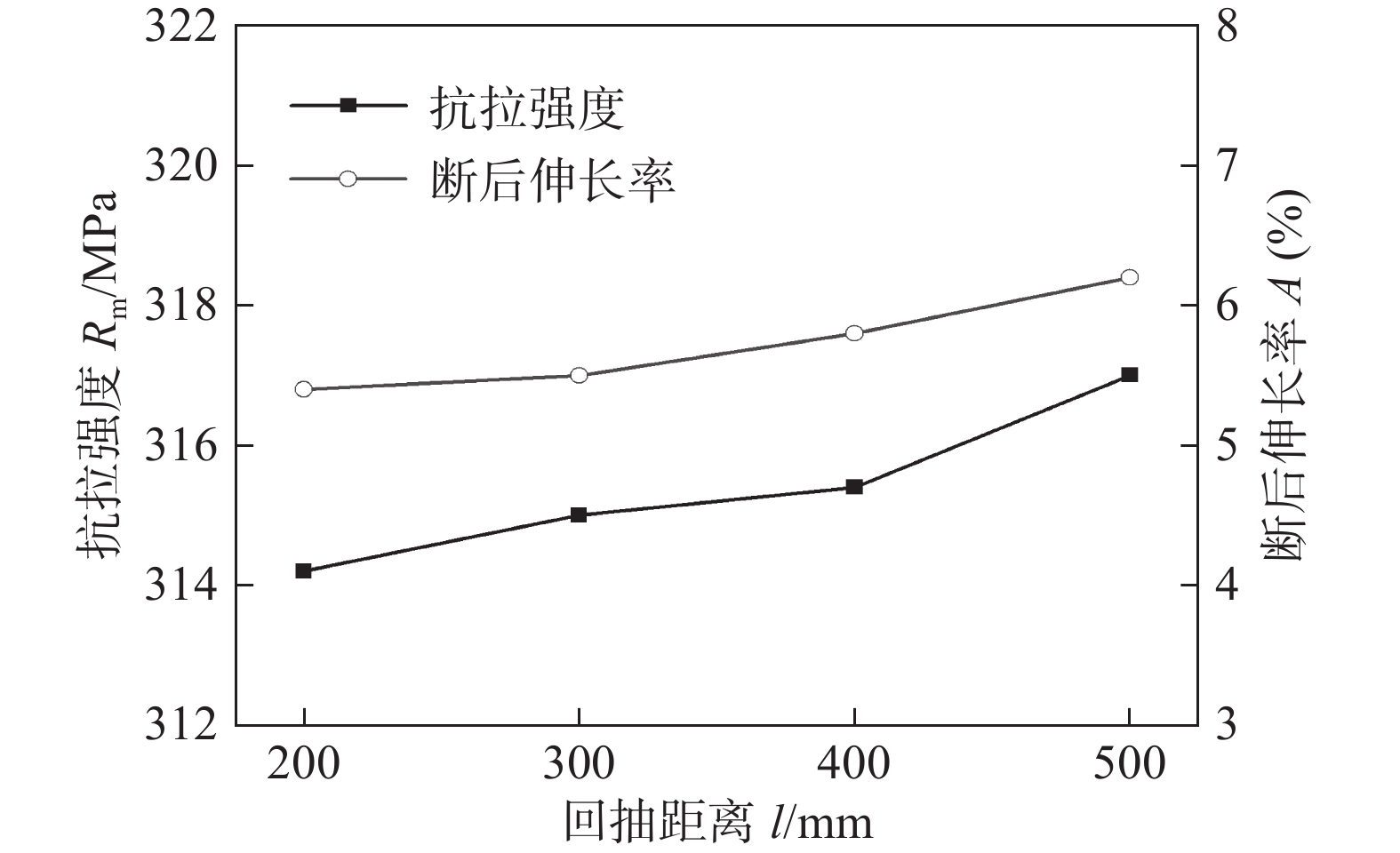
使用不同区域的力学性能的平均值(图6)也能部分反映出不同回抽距离的试样的拉伸性能的规律.
![]() 图 6 不同回抽距离焊接接头回抽焊接区的平均力学性能Figure 6. Average of mechanical properties in refilling region of the welding joints prepared by different parameters
图 6 不同回抽距离焊接接头回抽焊接区的平均力学性能Figure 6. Average of mechanical properties in refilling region of the welding joints prepared by different parameters从测试结果可以看出,拉伸性能的差异不大,但也呈现一定规律性:随着回抽距离的增长,回抽速度的减慢,接头拉伸强度有所增强,且断后伸长率有所上升. 这是由于回抽速度减慢,回抽时搅拌针末端的瞬时空腔的实时回填更加充分,接头性能更好. 但是,回抽区域的性能毕竟略微低于重复焊接区的性能,在实际工程应用中不可能让回抽距离无限制地增长,因此回抽距离为500 mm (即回抽速度为4 mm/min)时,为最优的回抽参数选择.
3. 结论
(1)在焊接速度为100 mm/min、搅拌头转速为400 r/min的参数组合下,回抽焊接区长度为200 ~ 500 mm时,20 mm厚板搅拌摩擦焊接接头无缺陷,能够解决搅拌针末端的瞬时空腔问题,不产生焊接缺陷,在实际工程应用中,不可能让回抽距离无限制地增长,因此回抽距离为500 mm (即回抽速度为4 mm/min)为较优的参数选择.
(2)回抽不同阶段的焊接接头横截面上存在2个焊核,靠近焊缝上表面的焊核大小随着回抽过程不断减小;在二次焊核的底部、与一次焊核的交界处,交界线存在一个指向搅拌针回抽方向的上凹.
(3)一次焊接接头、重复焊接接头和回抽焊接接头的力学性能依次降低;一次焊接接头、重复焊接接头和回抽焊接接头均断裂在后退侧,热影响区和热机械影响区的交界处;随着回抽距离的增长,回抽速度的减慢,接头抗拉强度有所增强,且断后伸长率有所上升.
-
![]()
图 2 焊缝外观及无损检测
Figure 2. Appearance and non-destructive evaluation of the weld. (a) macroscopic appearances of the welds;(b) pattern of ultrasonic phased array
![]()
图 4 回抽焊接区的接头组织形貌
Figure 4. Microscope of the refilling region of the welding joint. (a) non-withdrawn; (b) 25% withdrawn; (c) 50% withdrawn; (d) 75% withdrawn; (e) 100% withdrawn
![]()
图 5 焊接接头拉伸试样的断裂位置
Figure 5. Fracture position of the tensile specimens of the welding joints. (a) one-time welding; (b) re-welded; (c) welded with refilling
![]()
图 6 不同回抽距离焊接接头回抽焊接区的平均力学性能
Figure 6. Average of mechanical properties in refilling region of the welding joints prepared by different parameters
表 1 回抽焊接工艺参数
Table 1 Parameters of the refilling friction stir welding
试样编号 转速
n/(r·min−1)前进速度
v /(mm·min−1)回抽区长度
l/mm搅拌针回抽速度
vW/(mm·min−1)1号 400 100 200 10 2号 300 6.7 3号 400 5 4号 500 4  下载: 导出CSV
下载: 导出CSV
表 2 一次焊接、重复焊接和回抽焊接的接头力学性能对比
Table 2 Comparison of mechanical properties of the welding joints prepared by one-time welding, two-time welding and refilling welding
试样编号 抗拉强度
Rm/MPa断后伸长率
A(%)一次焊接
试样W1-1 330 6.5 W1-2 333 6.5 W1-3 334 6.5 W1-4 333 7 W1-5 330 6.5 W1-6 328 7 W1-7 332 7 W1-8 332 7 平均值 331.5 6.8 重复焊接
试样W2-1 316 6 W2-2 316 6 W2-3 318 6 W2-4 319 6.5 W2-5 316 5.5 W2-6 316 5.5 W2-7 315 5.5 平均值 316.6 5.9 回抽焊接
试样WR-1(未回抽) 317 5.5 WR-2(回抽50%) 310 5.5 WR-3(回抽完成) 326 6 平均值 307.3 5.5
下载: 导出CSV
表 3 不同回抽距离焊接接头的力学性能
Table 3 Testing results of mechanical properties of the welding joints prepared by different parameters
试样编号 抗拉强度Rm/MPa 断后伸长率A(%) 1-1 315 5 1-2 316 5.5 1-3 309 5 1-4 308 5.5 1-5 323 6 2-1 317 5.5 2-2 309 5 2-3 310 5.5 2-4 313 5.5 2-5 326 6 3-1 317 5.5 3-2 310 6 3-3 313 5 3-4 314 6 3-5 323 6.5 4-1 319 6.5 4-2 310 6 4-3 312 6 4-4 318 6 4-5 326 6.5
下载: 导出CSV
-
[1] 周利, 周炜璐, 张嘉伦, 等. 搅拌摩擦焊匙孔修复技术研究现状[J]. 航空制造技术, 2016(14): 75 − 79. Zhou Li, Zhou Weilu, Zhang Jialun, et al. Research status of exit hole repairing technology for friction stir welding[J]. Aeronautical Manufacturing Technology, 2016(14): 75 − 79.
[2] 姬书得, 黄若飞, 吴宝生. 搅拌摩擦修复技术的研究现状[J]. 沈阳航空航天大学学报, 2017, 34(5): 1 − 11. doi: 10.3969/j.issn.2095-1248.2017.05.001 Ji Shude, Huang Ruofei, Wu Baosheng. Review on friction stir repairing technology[J]. Journal of Shenyang Aerospace University, 2017, 34(5): 1 − 11. doi: 10.3969/j.issn.2095-1248.2017.05.001
[3] Ding J R, Oelgoetz P A. Auto-adjustable pin tool for friction stir welding: US, 5893507 [P]. 1999.
[4] 王国庆, 赵刚, 郝云飞, 等. 2219铝合金搅拌摩擦焊缝匙孔形缺陷修补技术[J]. 宇航材料工艺, 2012(3): 28 − 32. Wang Guoqing, Zhao Gang, Hao Yunfei, et al. Technique for repairing keyhole defect for FSW joint of 2219 aluminium alloy[J]. Aerospace Materials & Technology, 2012(3): 28 − 32.
[5] 栾国红, 季亚娟, 董春林, 等. LY12铝合金摩擦塞焊接头组织分析[J]. 焊接学报, 2006, 27(10): 1 − 3. Luan Guohong, Ji Yajuan, Dong Chunlin, et al. Microstructure of LY12 aluminium alloy welded joint of friction plug welding[J]. Transactions of the China Welding Institution, 2006, 27(10): 1 − 3.
[6] 黄永宪, 韩冰, 吕世雄, 等. 基于固态连接原理的填充式搅拌摩擦焊匙孔修复技术[J]. 焊接学报, 2012, 33(3): 5 − 8. Huang Yongxian, Han Bing, Lü Shixiong, et al. Filling friction stir welding for repairing keyhole based on principle of solid state joining[J]. Transactions of the China Welding Institution, 2012, 33(3): 5 − 8.
[7] 邓黎鹏, 柯黎明, 刘金合. 基于压焊原理的搅拌摩擦焊匙孔填补技术[J]. 焊接学报, 2019, 40(6): 107 − 111. Deng Lipeng, Ke Liming, Liu Jinhe. A key-hole filling technology for friction stir welding based on the theory of pressure welding[J]. Transactions of the China Welding Institution, 2019, 40(6): 107 − 111.
[8] 董春林, 栾国红, 关桥. 搅拌摩擦焊在航空航天工业的应用发展现状与前景[J]. 焊接, 2008(11): 25 − 31. doi: 10.3969/j.issn.1001-1382.2008.11.009 Dong Chunlin, Luan Guohong, Guan Qiao. Prospects of application and development of friction stir welding in aerospace and aviation industry[J]. Welding & Joining, 2008(11): 25 − 31. doi: 10.3969/j.issn.1001-1382.2008.11.009
[9] 郝云飞, 李延民, 周庆, 等. 铝合金可回抽搅拌摩擦焊接头组织和性能[J]. 宇航材料工艺, 2014(2): 52 − 58. Hao Yunfei, Li Yanmin, Zhou Qing, et al. Retractable friction stir welding technology of 2219 aluminium alloy[J]. Aerospace Materials & Technology, 2014(2): 52 − 58.
[10] 郝云飞, 王国庆, 周庆, 等. 运载火箭铝合金贮箱全搅拌摩擦焊接工艺及应用[J]. 宇航材料工艺, 2016(6): 11 − 20. Hao Yunfei, Wang Guoqing, Zhou Qing, et al. Application of all friction stir welding technology on the launch vehicle tank[J]. Aerospace Materials & Technology, 2016(6): 11 − 20.
[11] 宋建岭, 李超. 搅拌摩擦焊在运载火箭贮箱制造中的应用与发展[J]. 焊接, 2018(5): 21 − 27. Song Jianling, Li Chao. Application and development of friction stir welding in carrier rocket tank manufacturing[J]. Welding & Joining, 2018(5): 21 − 27.
[12] 于海静, 白志富, 王国庆, 等. 铝合金搅拌摩擦焊在NASA的研究与应用[J]. 航天制造技术, 2019(1): 1 − 6. Yu Haijing, Bai Zhifu, Wang Guoqing, et al. Research and application on friction stir welding of Al alloy in NASA[J]. Aerospace Manufacturing Technology, 2019(1): 1 − 6.
[13] 徐忠峰, 陆皓, 余春, 等. 2219铝合金双主轴回抽式搅拌摩擦焊接头组织与力学性能分析[J]. 焊接学报, 2013, 34(3): 77 − 80. Xu Zhognfeng, Lu Hao, Yu Chun, et al. Microstructure and mechanical properties of 2219 aluminum alloy refilling friction stir welded joints[J]. Transactions of the China Welding Institution, 2013, 34(3): 77 − 80.
[14] Yang W P, Li J R, Liu S Z, et al. Orientation dependence of transverse tensile properties of nickel-based third generation single crystal superalloy DD9 from 760 to 1100 °C[J]. Transactions of Nonferrous Metals Society of China, 2019, 29(3): 558 − 568. doi: 10.1016/S1003-6326(19)64964-2
-
期刊类型引用(7)
1. 赵衍华,张粟泓,王非凡,郝云飞,宋建岭,孙世烜,王国庆. 搅拌摩擦焊接与加工技术进展. 航天制造技术. 2025(01): 1-25 .  百度学术
百度学术
2. 邹阳,魏巍,范悦,王泽震,王强,赵亮. 铝合金搅拌摩擦焊工艺研究进展. 热加工工艺. 2024(03): 7-13 . 百度学术
3. 邓利芬,李超,丁艳霞,熊占兵,毕海娟. 大厚度2219铝合金搅拌摩擦焊组织和性能及工程因素分析. 焊接. 2023(06): 18-23 . 百度学术
4. 鲁克锋,殷凤仕,王文宇,滕涛,樊世冲,刘亚凡,王鸿琪,朱建,任智强. 铝合金搅拌摩擦焊接头缺陷及焊件结构问题控制策略的研究进展. 表面技术. 2023(07): 55-79 . 百度学术
5. 李德福,王希靖. 6082铝合金摩擦塞补焊接头焊核区晶体特征. 兰州理工大学学报. 2022(03): 7-12 . 百度学术
6. 李充,田亚林,齐振国,王崴,杨彦龙,王依敬. 6082-T6铝合金无减薄搅拌摩擦焊接头组织与性能. 焊接学报. 2022(06): 102-107+119 . 本站查看
7. 杜亮,闫福旭. 铝合金焊接常见缺陷及预防措施研究. 中国金属通报. 2021(07): 71-72 . 百度学术
其他类型引用(3)

计量
- 文章访问数: 371
- HTML全文浏览量: 21
- PDF下载量: 41
- 被引次数: 10
