
Study on low-cycle fatigue property of 12Cr/30Cr2Ni4MoV heterogeneous joint
-
摘要: 文中研究了12Cr/30Cr2Ni4MoV异质焊接接头的显微组织、显微硬度和室温低周疲劳性能. 结果表明,母材12Cr的显微组织是板条状回火马氏体,母材30Cr2Ni4MoV是板条状回火马氏体和粒状回火贝氏体,过渡层和焊缝的显微组织为粒状回火贝氏体,且焊缝由柱状晶区与等轴晶区交替构成. 30Cr2Ni4MoV比12Cr有更高的显微硬度,过渡层的硬度最低,热影响区的显微硬度梯度变化. 12Cr,30Cr2Ni4MoV和过渡层的低周疲劳性能表现为循环软化特征,焊缝循环初期硬化随后软化;过渡层的疲劳过渡寿命最高;12Cr与过渡层之间的熔合界面是整个异质焊接接头低周疲劳最薄弱环节;焊缝柱状晶区的晶界或亚晶界分布的第二相粒子与基体的不协调变性,容易萌生疲劳裂纹.Abstract: In this article, the microstructure, micro-hardness and low-cycle fatigue property of a 12Cr/30Cr2Ni4MoV welded joint have been studied. The results show that the microstructure of the 12Cr is lath tempered martensite, 30Cr2Ni4MoV is lath tempered martensite and granular tempered bainite. The microstructure of the buttering layer (BL) and weld metal (WM) is granular tempered bainite. WM is composed of columnar grain regions and equiaxed grain regions alternately. 30Cr2Ni4MoV has higher micro-hardness than 12Cr, and the BL is the lowest. Micro-hardness in the heat-affected zone (HAZ) is gradient change. 12Cr, 30Cr2Ni4MoV and BL show cyclic softening characteristics, while WM has initial cycle hardening and subsequent cyclic softening characteristics. BL has the highest fatigue transition life; the 12Cr/BL interface is the weakest link of the low-cycle fatigue of the entire heterogeneous welded joint. The second phase particles distributed in the grain boundary or sub-grain boundary of the columnar grains have uncoordinated deformation with the matrix of WM, which result in the initiation of fatigue cracks in second phase
-
Keywords:
- heterogeneous welding joint /
- low-cycle fatigue /
- microstructure /
- micro-hardness
-
0. 序言
近几十年来,铝合金因为优异的力学性能和高强度重量比,被广泛用于汽车工业、铁路桥梁等工业领域[1-4].铝合金可分为两类:可热处理铝合金和不可热处理铝合金.可热处理铝合金对热处理强化具有反应,所有可热处理铝合金力学性能的提升都取决于时效处理.7xxx铝合金就是一种超高强度并且可热处理铝合金,因为其质量小、强度高,在航空航天、军工工业受到广泛应用[5-6].但是由于7系铝合金在熔焊时热裂敏感性较高,焊接出现的裂纹是由于许多因素导致的,比如凝固时收缩产生的张力使焊缝产生变形、半固态区间较大、焊接后冷却时温度梯度较大和合金元素成分都会导致裂纹的产生[7],如使用5.5%Zn和1.5%Cu的合金元素配比的焊丝焊接时热裂敏感性较高;使用AlSi5作为焊丝,焊缝中晶粒细小,Si元素含量越高,焊缝的凝固收缩率越低,枝晶间液量越高,焊缝的热裂敏感性越低[8].从温度方面,当焊缝温度提高导致温度梯度大,导致枝状晶的产生.一方面通过改变合金元素,一方面改变温度,或者改变7系铝合金的连接工艺,所以目前使用粘接、搅拌摩擦焊、铆接等工艺来实现组合连接[9-10].当然,7系铝合金焊接困难的问题也是由于丝材的难以生产,目前的试验大部分都是通过同质板材切割或者挤压得到,部分试验得到不错的焊接效果,并未出现裂纹.如湖南科技大学的许伟[11]采用激光送丝实现热丝激光焊接,但是完成后焊缝处的抗拉强度仅为160 MPa.沈阳工业大学的张琨等人[12]使用母材切条进行焊接,焊缝区硬度为110.8 HV,焊接接头抗拉强度为424.5 MPa. Oropeza[13]和Sokoluk等人[14]使用3.2 mm的TiC增强的7075丝材实现了成形良好无裂纹7075板材的焊接.
7075铝合金非常容易受到局部腐蚀,其中就包括点蚀、剥落和晶间腐蚀(IGC)[15],7075铝合金腐蚀主要与微观结构特征有关,由于弧焊裂纹的原因,少有人研究弧焊焊缝的腐蚀性能,同质焊缝耐蚀性研究主要为搅拌摩擦焊.例如Davis[16]通过试验证明FSW制造的焊缝金属较于7075母材氯化物溶液介质表现出优异的耐腐蚀性.另外根据Lumsden 等人[17]的试验数据可知,与母材相比,AA7075-T651搅拌摩擦焊的焊接区更容易受到IGC的影响;这种行为归因于晶界和无沉淀区中铜的消耗.Paglia等人[18]还观察到,7075 搅拌摩擦焊缝的热影响区(HAZ)在3.5%NaCl除气溶液中对点腐蚀和环境辅助开裂的敏感性最高.这种行为与晶界内的敏感性水平(Cu消耗的程度)相关. Elatharasan等人[19]研究了FSW工艺和工具参数对7075接头微观结构和腐蚀性能的影响.结果表明,在焊接速度不变情况下,转速从1 000 r/min增加到1 200 r/min,提高了7075合金的耐腐蚀性.同样通过人工时效和回归再时效热处理可以提高在7xxx系铝合金的耐腐蚀性,尽管η(MgZn2)析出物在晶界处不连续分布[20].在7075AA的焊接过程中,与焊接金属和母材相比,热影响区中沉淀物的生长和聚结会引起该区域的阳极行为[21].焊后热处理可以提高局部耐腐蚀性,因为热影响区中强化沉淀物的重新分布[22].TIG焊接后焊缝的热处理前后的耐蚀性研究还很薄弱.
文中首次通过自研1.2 mm 7075铝合金丝材完成7075板材自动TIG焊,通过分析不同电流以及热处理后的金相、XRD和SEM得出焊缝组织和性能,通过电化学分析不同电流下热处理前后,并结合组织微观结构研究焊缝的耐蚀性.
1. 试验方法
根据7075铝合金成分配比喷射成形铝合金胚锭,然后通过挤压机将胚料挤压成棒料,最后通过拉拔的方式制成7075铝合金1.2 mm焊丝,通过使用自研的1.2 mm的7075铝合金焊丝焊接150 mm × 75 mm × 5 mm的7075轧制铝合金板材,丝材和板材的化学成分见表1.焊机选用伊萨(ESAB)公司生产的TIG 4300i AC/DC 逆变式交直流氩弧焊机,送丝机为WF-007A多功能自动氩弧送丝机.保护气体选用纯度为99.99%的氩气.焊接方式如图1所示.
表 1 7075丝材和7075板材的化学成分(质量分数,%)Table 1. Chemical composition of 7075 wire and sheet材料 Zn Mg Cu Ti Mn Fe Cr Si Al 丝材 5.3 2.3 1.5 0.2 0.2 0.1 0.2 0.2 余量 板材 5.6 2.55 1.4 0.02 0.06 0.2 0.2 0.08 余量 对接坡口为V形坡口,角度为60°,钝边2 mm.焊接前对表面氧化层进行打磨,使用丙酮清洗,随后放入恒温箱80 ℃预热.电流区间为160 ~ 180 A,其余工艺参数为送丝速度200 cm/min,焊接速度3 mm/s,氩气流量10 L/min,电流的占空比60%,电流频率120 Hz,弧长3.2 mm,送丝角度30°.这里主要对焊缝截面熔池处进行金相观察,通过电火花线切割制取金相样品两份,其中一部分进行热处理,热处理工艺为去应力退火(230 ℃ + 8 h),T6(480 ℃ + 1 h,120 ℃ + 24 h).切割完成通过400号、800号、1200号、2000号、5000号的砂纸进行研磨,在抛光机上使用1 μm的金刚石抛光膏抛光,完成后使用Keller试剂2.5 mL HNO3 + 1.5 mL HCl + 1 mL HF + 95 mL H2O)腐蚀10 s;使用WSME 630光学显微镜观察金相组织,使用X射线衍射(XRD)检测物相组成,扫描范围10° ~ 90°,扫描速率为4°/min.使用 Sigma 500 场发射扫描电镜进行SEM和EDS分析.电化学试验使用PGSTAT302N电化学工作站对焊缝平面进行电化学检测,电化学试样尺寸为10 mm × 10 mm × 5 mm,只留1 cm2的检测面积,其余面连接导线后通过环氧树脂进行封装,抛光后浸入3.5%NaCl溶液,根据电化学站建立三电极体系的电解池,饱和汞电极为参比电极,铂电极为对电极.
2. 试验结果
2.1 组织分析
2.1.1 焊缝金相组织分析
焊接后焊道无裂纹,成形良好.TIG焊接后,如图2所示,焊缝间均为等轴晶.宏观上可以看出,晶粒大小随电流增加而增加,并且晶界粗大.这是由于随着电流的增加,焊缝冷却的时间增加,给予晶粒生长的时间,晶粒间也具有细小的析出相,但是也伴随着一些气孔的产生.如图3所示,热处理后,晶界析出相减少,晶粒析出相变得更为细小,由于固溶的原因,导致大量的合金元素以及非平衡相固溶至铝基体之中,达到固溶强化的效果.人工时效后,析出相增加,但是较于热处理前析出相变得更为细小.而且可以看出来,随着电流的降低,细小的析出相增多,但是晶界处却出现之前未出现的非规则形状孔隙,这些可能是热处理后形成的空位缺陷.
![]() 图 2 热处理前不同电流金相组织形貌Figure 2. Metallographic diagram of different current before heat treatment. (a) 160 A; (b) 165 A; (c) 170 A; (d) 175 A; (e) 180 A
图 2 热处理前不同电流金相组织形貌Figure 2. Metallographic diagram of different current before heat treatment. (a) 160 A; (b) 165 A; (c) 170 A; (d) 175 A; (e) 180 A![]() 图 3 热处理后不同电流金相组织形貌Figure 3. Metallographic diagram of different current after heat treatment. (a) 160 A; (b) 165 A; (c) 170 A; (d) 175 A; (e) 180 A
图 3 热处理后不同电流金相组织形貌Figure 3. Metallographic diagram of different current after heat treatment. (a) 160 A; (b) 165 A; (c) 170 A; (d) 175 A; (e) 180 A2.1.2 XRD分析
为了了解焊缝处物相的具体组成,通过XRD对热处理前后的165 和180 A样品焊缝进行物相分析.通过图4可知,在焊缝处10° ~ 90°的范围内α-Al的5个峰均被检测出来,由此可以说明在焊缝处并不存在晶粒择优取向,并且在焊缝处分布着许多的β相(β-AlCu3)、η相(MgZn2)和少量的AlCuMg相,而且可以看出180 A电流下的析出相强度高于165 A电流下的析出相强度,这是由于电流变大,温度梯度变大,晶粒生长时间变长,这也促进相的形成.同时可以看出由于杂质铁的原因,产生了金属间化合物Al13Fe4.热处理过程中,由于固溶高温使析出相发生溶解至铝基体中,而时效后却没有明显的析出相,由此出现η相(MgZn2)和AlCuMg相减少至检测不出来,只有微弱的β相(β-AlCu3),但是热处理后脆性金属间化合物Al13Fe4依然存在,还出现了一些Al5Fe3的金属间化合物.
![]() 图 4 165 和180 A焊缝热处理前后XRDFigure 4. XRD patterns of welds at 165 and 180 A before and after heat treatment. (a) before heat treatment; (b) after heat treatment
图 4 165 和180 A焊缝热处理前后XRDFigure 4. XRD patterns of welds at 165 and 180 A before and after heat treatment. (a) before heat treatment; (b) after heat treatment2.1.3 EDS面扫描分析
为了分析焊接后焊缝处的元素分布和析出相的元素组成,使用SEM检测.面扫描结果如表2所示.可得出焊缝处的元素分布较为均匀;且并没有因为锌的熔点低,焊缝处的Zn元素含量产生降低,代表焊接过程中Zn没有出现元素烧结现象.通过图5a和图6a中可以看出,焊缝晶界处的合金元素比铝基体中的元素多,其中富集着不同量的Zn,Mg和Cu元素,Ti,Cr和Mn等微量元素分布均匀,没有明显的元素富集现象.其中Mg元素偏析较少,Zn和Cu两种元素偏析较为严重,且主要都在晶界析出.通过XRD分析得出主要为β相(β-AlCu3)、η相(MgZn2)和少量的AlCuMg相.通过扫描结果也可以看出来,Fe元素也发生了严重的偏析,这是由于焊接过程中板材和焊丝中的杂质元素Fe形成了一种难溶的脆性金属间化合物.根据XRD分析可以得出,此析出相主要为金属间化合物Al13Fe4,除去晶界偏析,晶粒中也具有一些细小的弥散强化相.
表 2 EDS面扫结果元素占比(质量分数,%)Table 2. Proportion of elements in EDS surface scan results工艺条件 Zn Mg Cu Fe Cr Si Al 热处理(165 A) 5.7 2.4 1.4 0.2 0.2 0.1 余量 热处理(180 A) 5.7 2.2 1.5 0.2 0.3 0.1 余量 热处理后(165 A) 5.9 2.5 1.6 0.1 0.2 0.1 余量 热处理后(180 A) 5.7 2.6 1.6 0.3 0.2 0.1 余量 ![]() 图 5 165 A热处理前后EDS结果Figure 5. 165 A EDS results before and after heat treatment. (a) before heat treatment; (b) after heat treatment
图 5 165 A热处理前后EDS结果Figure 5. 165 A EDS results before and after heat treatment. (a) before heat treatment; (b) after heat treatment![]() 图 6 180 A热处理前后EDS结果Figure 6. 180 A EDS results before and after heat treatment. (a) before heat treatment; (b) after heat treatment
图 6 180 A热处理前后EDS结果Figure 6. 180 A EDS results before and after heat treatment. (a) before heat treatment; (b) after heat treatment通过图5b和图6b可以看出来,热处理后晶界析出相明显减少,Zn,Cu,Mn,Ti,Cr元素分布均匀,较于热处理前的面扫描结果,析出强化相都减少,没有出现常见的η相(MgZn2),这一结果与XRD得到的结果一致.EDS结果显示,偏析严重的仅有Mg,Fe,Si元素,由于Fe原子和Si原子会结合其它原子形成金属间化合物或者相,间接减少了7系铝合金中有益的强化相,比如Fe元素与Cu 元素形成Al7Cu2Fe,(Al,Cu)6(Fe,Cu)或者Al13Fe4等相[23],Si元素则与Mg元素形成Mg2Si杂质相或者热处理而产生的SiO2[24],由检测结果可知铁富集处并没有出现铜富集的现象,可以得出焊缝处的富铁相就是在XRD中检测出的Al13Fe4和Al5Fe3.
2.1.4 点扫描分析
根据图7a、图7c以及表3点扫结果可以看出,热处理前晶界处不仅仅分布着XRD检测出来的β相(β-AlCu3)、η相(MgZn2)和AlCuMg相,还可以看出相都集中分布在晶界处.通过图7中点1,8,13可以看出热处理前的晶界处存在小孔的样貌,主要元素为Mg和Si,根据原子比可以判断成分为Mg2Si;热处理后通过图7b、图7d以及表3可以看出晶界处分布着Al13Fe4,在小孔处则同样地分布为Mg2Si,而只有硅富集、无镁富集处则为热处理后氧化形成的SiO2.
![]() 图 7 热处理前后165和180 A点扫描形貌Figure 7. Sweeping pictures of 165 and 180 A before and after heat treatment. (a) 165 A before heat treatment; (b) 165 A after heat treatment; (c) before 180 A heat treatment; (d) 180 A heat treatment表 3 热处理前后165和180 A焊缝EDS(原子分数,%)Table 3. EDS results of weld 165 and 180 A before and after heat treatment
图 7 热处理前后165和180 A点扫描形貌Figure 7. Sweeping pictures of 165 and 180 A before and after heat treatment. (a) 165 A before heat treatment; (b) 165 A after heat treatment; (c) before 180 A heat treatment; (d) 180 A heat treatment表 3 热处理前后165和180 A焊缝EDS(原子分数,%)Table 3. EDS results of weld 165 and 180 A before and after heat treatment编号 Zn Mg Cu Fe Cr Si Al 1 2.0 16.9 0.6 0 0.1 11.6 余量 2 8.8 12.8 5.2 0 0 0.1 余量 3 8.8 11.4 5.6 0.1 0 0 余量 4 8.3 10.1 5.1 0.1 0 0 余量 5 1.6 2.5 1.2 3.6 0.2 0 余量 6 1.5 2.3 2.2 7.3 0.3 0.3 余量 7 1.7 2.3 1.8 4.4 0.5 0.7 余量 8 1.6 13.4 0.4 0 0.1 10.4 余量 9 9.6 11.9 6.4 0 0 0.1 余量 10 9.6 12.1 6.1 0 0 0.1 余量 11 10.8 14.7 7.0 0.1 0.1 0.2 余量 12 3.9 0.6 3.4 6.2 0.6 0.2 余量 13 1.2 24.3 0.3 0 0 13.2 余量 14 1.2 1.9 2.1 9.0 0.5 0.5 余量 15 1.3 15.9 0.4 0 0 11.7 余量 16 1.5 2.3 2.1 7.7 0.2 0.2 余量 2.2 耐蚀性分析
通过电化学站得到的极化曲线(Tafel曲线)如图8所示,由极化曲线性质可知,腐蚀电位(Ecorr)越大,腐蚀倾向越小,则耐蚀性越好. 腐蚀电流值(Icorr)评价其活性溶解能力. Icorr越高则表明腐蚀速率越高[25].通过分析得出腐蚀电位和腐蚀电流如表4所示.分析可以得出:热处理前160 A的焊道的腐蚀电位最小仅为−1.104 V, 170 A的腐蚀电位最大,为−0.739 V.热处理后170 A的腐蚀电位降低了0.028 V,其余分别升高至 −0.750 V(160 A),−0.755 V(165 A),−0.720 V(175 A),−0.777 V(180 A),可以看出热处理后的腐蚀电位相差不大,具有相似的腐蚀倾向.通过腐蚀电流密度来判断,热处理前呈现一种不规律,160 ~ 165 A腐蚀电流降低,而后为升高-降低-升高,最低为165 A的0.107 μA;热处理后,同样可以看出先降低至最低(165 A:0.339 μA),随后逐渐升高,而相同电流下的腐蚀电流都增大.在热处理前160 A的腐蚀电位明显低于热处理后160 A的腐蚀电位,因为在通过热处理后,结合图5、图6,化学元素由偏析严重转变为分布均匀,从腐蚀学角度,成分的均质化会降低材料的局部腐蚀的倾向[26-27],从而热处理后耐蚀性能得到显著提升.
![]() 图 8 焊缝热处理前后各电流的Tafel曲线Figure 8. Tafel curve of each current of weld before and after heat treatment. (a) before heat treatment; (b) after heat treatment表 4 热处理前后及其不同电流下的腐蚀电位和腐蚀电流Table 4. Corrosion potential and corrosion current before and after heat treatment and under different currents
图 8 焊缝热处理前后各电流的Tafel曲线Figure 8. Tafel curve of each current of weld before and after heat treatment. (a) before heat treatment; (b) after heat treatment表 4 热处理前后及其不同电流下的腐蚀电位和腐蚀电流Table 4. Corrosion potential and corrosion current before and after heat treatment and under different currents电流
I/A腐蚀电位Ecorr/VSCE 腐蚀电流Icorr/(μA·cm−2) 热处理前 热处理后 热处理前 热处理后 160 −1.104 −0.750 1.288 0.977 165 −0.803 −0.755 0.107 0.339 170 −0.739 −0.767 0.646 0.398 175 −0.838 −0.722 0.141 0.562 180 −0.844 −0.777 0.158 0.407 由Nyquisit图性质可知,曲线半径越大则阻抗越大,耐蚀性越好.热处理前(图9a)可以看出焊道的阻抗随着电流的增大而不断减小的趋势,热处理后(图9b)表现出同样规律. 腐蚀会受到微观结构的影响,比如析出相和晶粒结构.根据合金中不同元素和基体由电流的相互作用形成腐蚀部位,对于7075铝合金来说,热处理前由于晶界处分布着大量的S 相 (Al2CuMg) 颗粒,它相对于基体的阳性性质优先溶解.η相(MgZn2)则相对于铝基体而言是阳极的[28],铝基体的反应性很强,并且易于优先腐蚀.铜可以在铜富集区和铜旱区之间以原电池的形式严重加剧材料的腐蚀特性[29].
![]() 图 9 焊缝热处理前后电流的Nyquist曲线Figure 9. Nyquist curves of the current of the weld before and after heat treatment. (a) before heat treatment; (b) after heat treatment
图 9 焊缝热处理前后电流的Nyquist曲线Figure 9. Nyquist curves of the current of the weld before and after heat treatment. (a) before heat treatment; (b) after heat treatment通过EIS测试评估其耐腐蚀性.Bode图显示阻抗幅度(ǀZǀ)和相位角(F)随频率(f)的变化,通过将图分为低中高3个频率区域.1 × 103 Hz以上的高频区表示参比电极和溶液电阻的行为,而10 ~ 1 × 103 Hz之间的中频区表示样品表面的电容行为,10 Hz以下的低频区表示溶液与金属界面之间的电荷转移现象[30].由图10在较低频率下的测量阻抗的结果可知,在热处理前165 A表现出最大阻值8.5 × 103 Ω/cm2(160 A:5.4 × 103 Ω/cm2,170 A:3.9 × 103 Ω/cm2,175 A:7.1 × 103 Ω/cm2,180 A:5.8 × 103 Ω/cm2),热处理后其阻值提升至20.4 × 103 Ω/cm2(160 A:19.5 × 103 Ω/cm2,170 A:18.2 × 103 Ω/cm2,175 A:8.9 × 103 Ω/cm2,180 A:19.1 × 103 Ω/cm2),表明热处理后样品耐蚀性均得到提升,并且在电流165 A的情况下耐蚀性最好.从相位角频谱图性质可知,在中频区域出现较高的相位角则代表较好的耐蚀性.根据数据可以得出,热处理前其相位角分别为160 A:57° ~ 77°,165 A:67° ~ 78°,170 A:66° ~ 78°,175 A:65° ~ 76°,180 A:66° ~ 76°,可以看出其中165和170 A的相位角最大,热处理后,其相位角分别为160 A:69° ~ 80°,165 A:73° ~ 82°,170 A:73° ~ 82°,175 A:69° ~ 75°,180 A:69° ~ 81°,相位角均得到提升,最大为电流165 A的焊缝.
![]() 图 10 焊缝热处理前后各电流的Bode 图Figure 10. Bode diagram of the current of the weld before and after heat treatment. (a) before heat treatment; (b) after heat treatment
图 10 焊缝热处理前后各电流的Bode 图Figure 10. Bode diagram of the current of the weld before and after heat treatment. (a) before heat treatment; (b) after heat treatment3. 结论
(1)通过自研7075焊丝焊接后,焊缝无裂纹,成形性能良好.焊接后组织主要为等轴晶,而且随电流增大晶粒尺寸不断增加,热处理后晶界变窄,明显看出析出相变少.
(2)通过SEM和XRD观察析出相随电流增大而变得粗大.焊缝中主要析出相为β相(β-AlCu3)、η相(MgZn2)和少量的AlCuMg相,同时还有Al7Cu2Fe金属间化合物;热处理后主要合金元素固溶至铝基体之中,并没有7075铝合金常见的析出相,仅发现Al7Cu2Fe,Mg2Si和少量的Al13Fe4和SiO2.
(3)通过热处理,元素由热处理前的偏析严重,转变为热处理后的分布均匀,降低焊缝的自腐蚀电位;同时阻抗和相位角均得到提升,电流165 A的焊缝,经过热处理后耐蚀性最好.
-
![]()
图 5 母材、过渡层和焊缝的显微组织
Figure 5. Microstructure of BMs, BL and WM. (a) 12Cr; (b) 30Cr2Ni4MoV; (c) BL; (d) WM
![]()
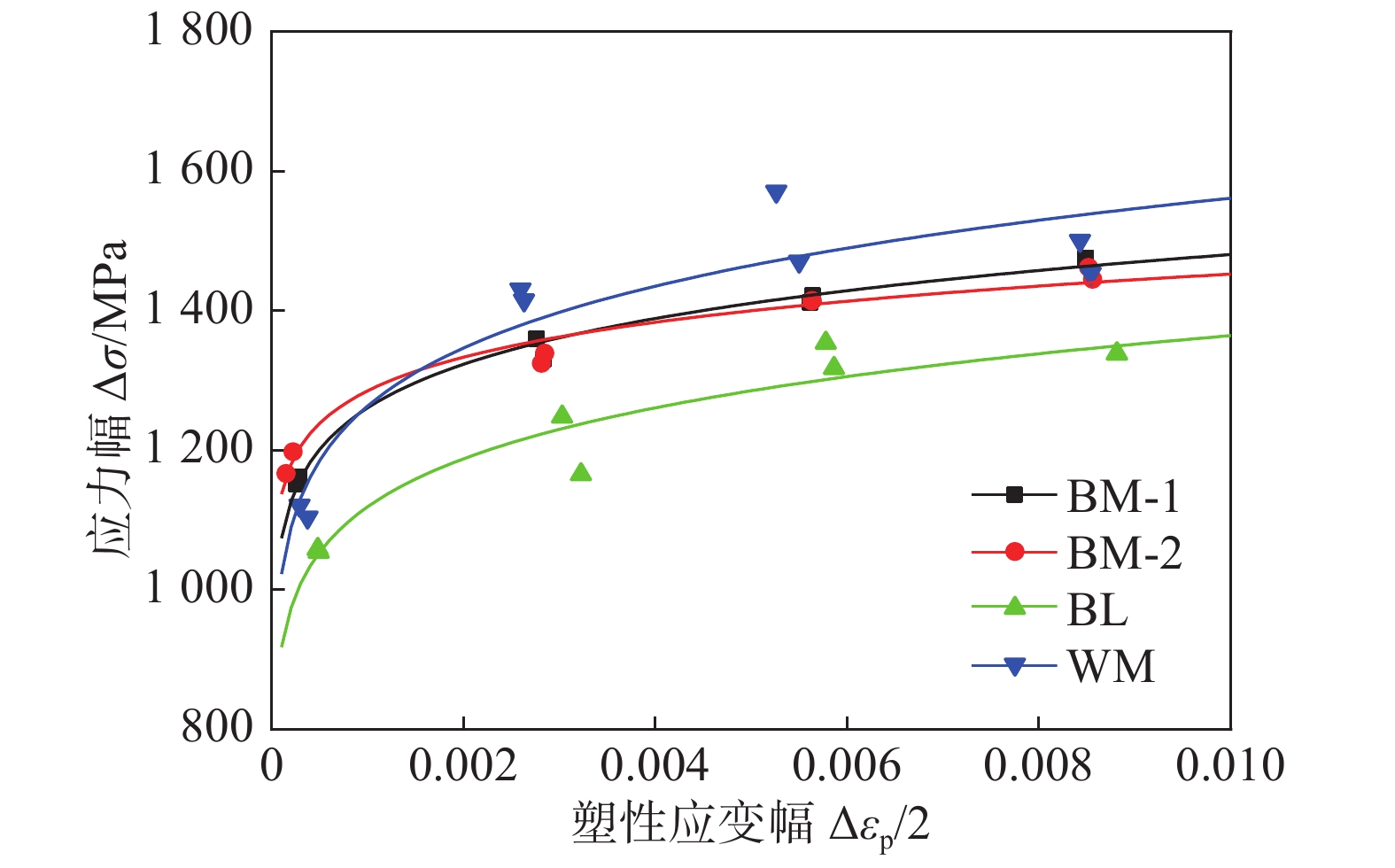
图 7 应力幅变化趋势
Figure 7. Variation trend of stress amplitude. (a) BM-1; (b) BM-2; (c) BL; (d) WM
![]()
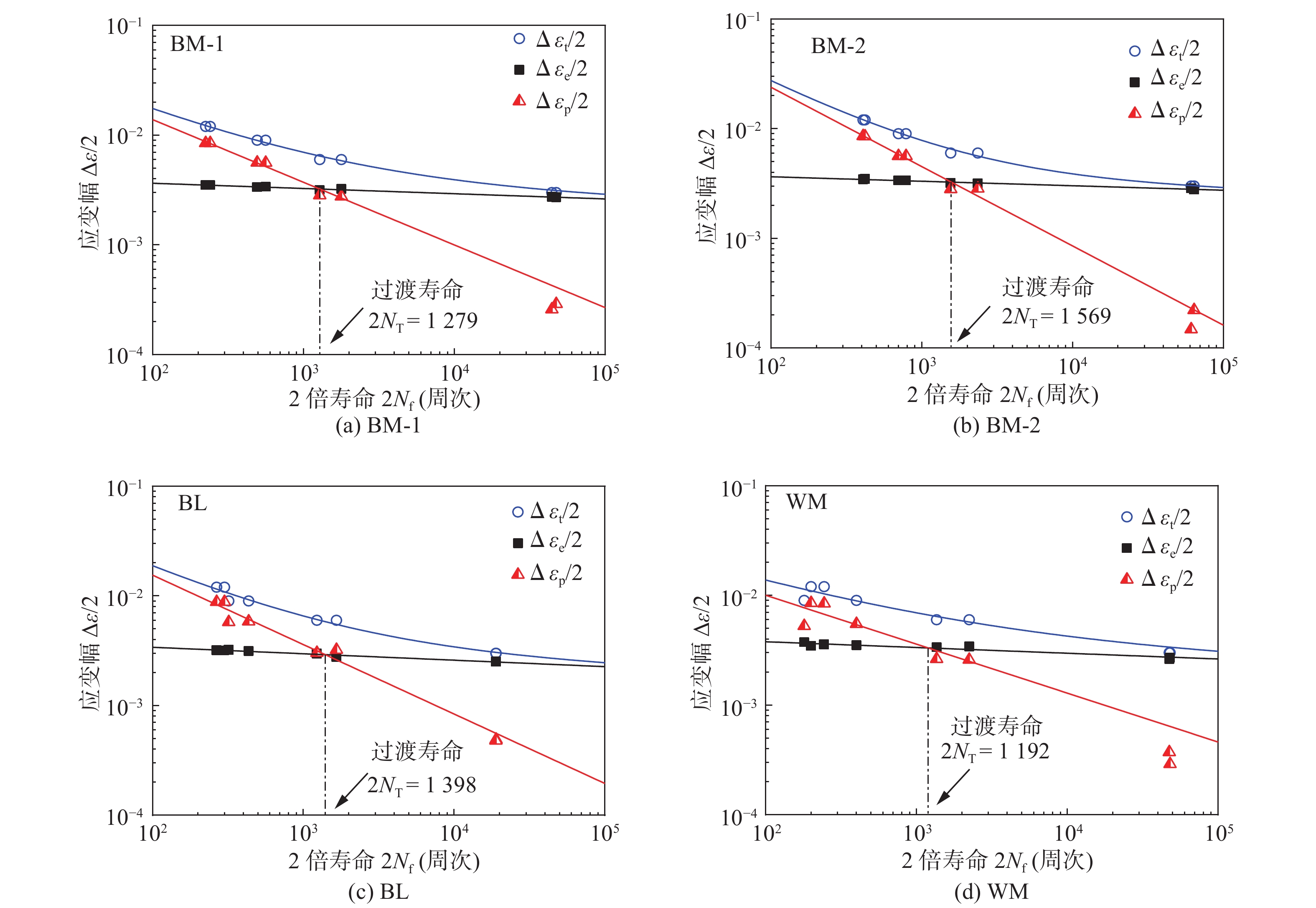
图 8 弹性-塑形应变转变寿命
Figure 8. Transition life between elastic strain and plastic strain. (a) BM-1; (b) BM-2; (c) BL; (d) WM
![]()
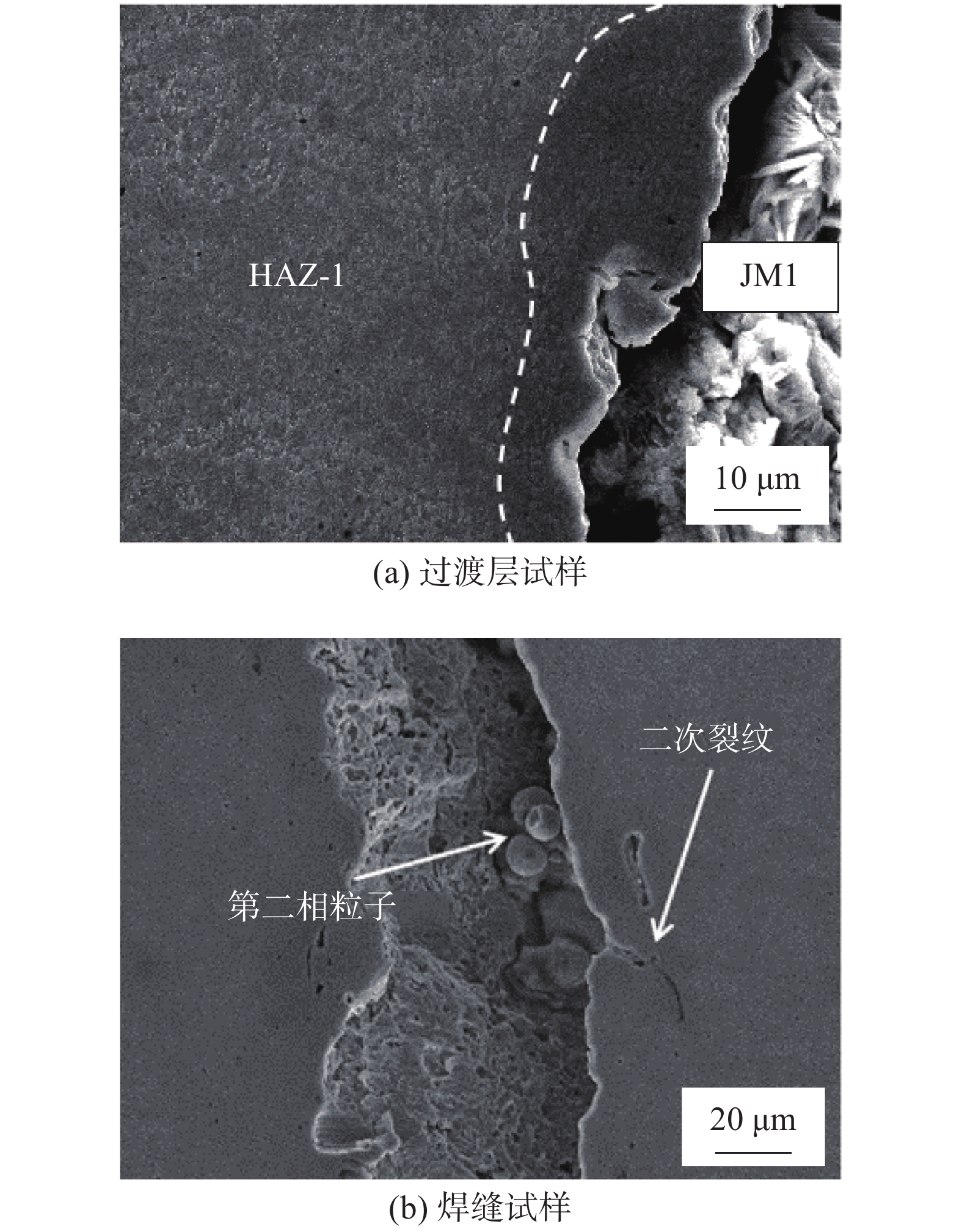
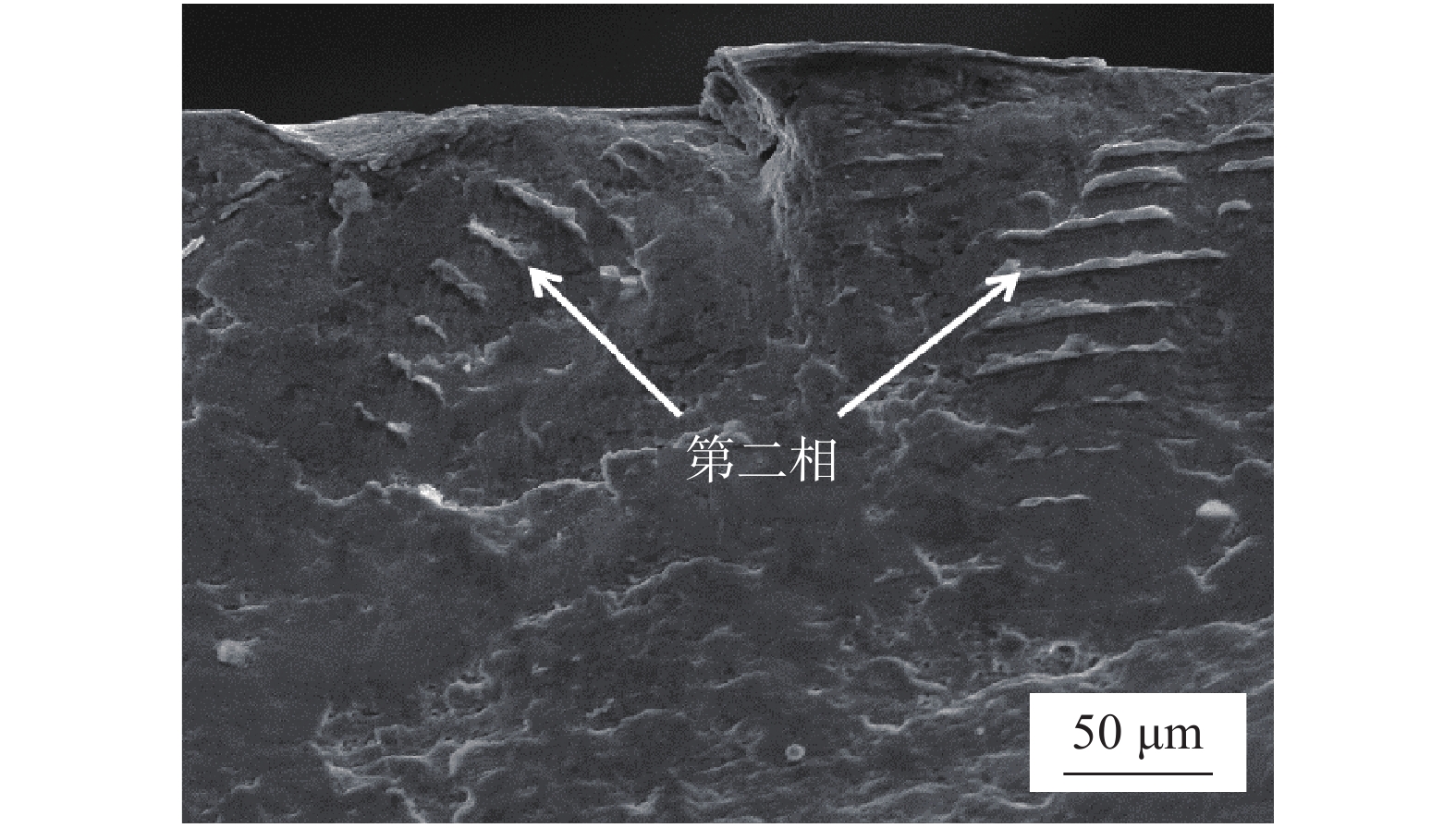
图 11 界面JM1和焊缝柱状晶的SEM观察
Figure 11. SEM observation of the interface JM1 and the columnar grain in WM. (a) JM1; (b) WM
表 1 母材、过渡层和焊缝的化学成分 (质量分数,%)
Table 1 Chemical component of BMs, BL and WM
区域 C Si Cr Ni Mo V Mn Nb BM-1 0.16 0.07 11.00 0.70 1.35 0.20 0.70 0.070 BM-2 0.37 0.12 2.05 3.82 0.62 0.16 0.43 — BL 0.10 0.14 2.30 — 1.04 0.28 0.42 0.034 WM 0.10 0.55 0.50 2.60 0.55 — 1.80 —  下载: 导出CSV
下载: 导出CSV
表 2 低周疲劳参数
Table 2 Low-cycle fatigue parameters
区域 应变疲劳极限
Δεt(%)疲劳强度系数
σf′/MPa疲劳强度指数
b疲劳延性系数
εf′疲劳延性指数
c过渡寿命
2NT循环强度系数
K′/MPa应变硬化指数
n′BM-1 0.23 953 −0.047 61 0.192 19 −0.571 13 1279 1020.78 0.069 75 BM-2 0.19 924 −0.040 93 0.664 69 −0.722 96 1569 927.70 0.053 14 BL 0.18 937 −0.058 81 0.285 80 −0.633 23 1398 1014.21 0.086 10 WM 0.29 1010 −0.052 42 0.078 17 −0.446 05 1192 1192.48 0.091 96
下载: 导出CSV
表 3 焊缝疲劳断口上第二相的EDS结果 (质量分数,%)
Table 3 EDS results of second phase on fatigue fracture of WM
元素 C V Cr Mn Fe Ni Mo 总量 测试1 16.35 0.78 4.57 0.00 75.00 1.06 2.24 100.00 测试2 47.78 0.54 3.08 0.00 47.14 0.64 0.82 100.00
下载: 导出CSV
-
[1] 朱明亮, 轩福贞, 梅林波. 汽轮机高、低压一体化转子材料及性能的研究进展[J]. 动力工程, 2008, 28(5): 664 − 671. Zhu Mingliang, Xuan Fuzhen, Mei Linbo. Progression of investigation on high-low-pressure combined rotor materials and properties of the steam turbine[J]. Journal of Power Engineering, 2008, 28(5): 664 − 671.
[2] 庞庆, 彭建强, 孙秀萍. 高参数大容量汽轮机焊接转子[J]. 汽轮机技术, 2014, 56(6): 478 − 480. doi: 10.3969/j.issn.1001-5884.2014.06.024 Pang Qing, Peng Jianqiang, Sun Xiuping. Welded rotor for large power rating steam turbine with high steam parameters[J]. Turbine Technology, 2014, 56(6): 478 − 480. doi: 10.3969/j.issn.1001-5884.2014.06.024
[3] Timo D P, Designing turbine components for low-cycle fatigue[C]//International Conference on Thermal Stress and Thermal Fatigue, Berkeley, USA, 1969: 453 − 469.
[4] Liu X. Investigation on mechanical properties of 9%Cr-CrMoV dissimilar steels welded joint[J]. Materials Engineering and Performance, 2015, 24(4): 1434 − 1440. doi: 10.1007/s11665-015-1428-y
[5] Wu Q J, Lu F, Cui H, et al. Role of butter layer in low-cycle fatigue behavior of modified 9Cr and CrMoV dissimilar rotor welded joint[J]. Materials and Design, 2014, 59: 165 − 175. doi: 10.1016/j.matdes.2014.02.022
[6] 杨百勋, 丁玲玲, 田晓, 等. FB2转子钢低周疲劳断口分析[J]. 中国电力, 2018, 51(11): 20 − 25. Yang Baixun, Ding Lingling, Tian Xiao. Analysis of the fracture morphology of FB2 under low-cycle fatigue[J]. Electric Power, 2018, 51(11): 20 − 25.
[7] 张建勋. 金属焊接性能的不均匀性及其尺度效应研究[J]. 电焊机, 2008, 39(1): 24 − 29. Zhang Jianxun. Unevenness of metal welding performance and its scale effect study[J]. Electric Welding Machine, 2008, 39(1): 24 − 29.
[8] Wang W K, Liu Y, Zhang Q B, et al. Microstructure and local mechanical properties of a dissimilar metal welded joint with buttering layer in steam turbine rotor[J]. Materials Science & Engineering: A, 2019, 747: 244 − 254.
[9] Tan L, Zhang J X, Zhuang D, et al. Influences of lumped passes on welding residual stress of a thick-walled nuclear rotor steel pipe by multipass narrow gap welding[J]. Nuclear Engineering and Design, 2014, 273: 47 − 57.
[10] Manson S S, Behavior of materials under conditions of thermal stress[C]//Washington, USA: National Advisory Committee for Aeronautics, 1953: 1 − 105.
[11] Coffin L F. A study of the effects of cyclic thermal stresses on a ductile metal[J], Trans. ASTM, 1954, 76: 931.
[12] Zhou H W , He Y Z , Zhang H , et al. Influence of dynamic strain aging pre-treatment on the low-cycle fatigue behavior of modified 9Cr–1Mo steel[J]. International Journal of Fatigue, 2013, 47(FEB.): 83 − 89.
[13] 郑修麟, 张钢柱. 应变疲劳公式的探讨[J]. 西北工业大学学报, 1984(2): 223 − 229. Zheng Xiulin, Zhang Gangzhu. On fatigue formula under strain cycling[J]. Journal of Northwestern Polytechnical University, 1984(2): 223 − 229.
[14] Ramberg W, Osgood W R. Description of stress-strain curves by three parameters[C]//Technical note no. 902, National Advisory Committee on Aeronautics, 1943: 1 − 6.
[15] 师田田, 周晓, 沈寅忠. 11%Cr铁素体/马氏体钢蠕变前后的析出相研究[J]. 金属热处理, 2018, 43(7): 1 − 6. Shi Tiantian, Zhou Xiao, Shen Yanzhong. Precipitate phases in 11%Cr ferritic/martensitic steel before and after creep[J]. Heat Treatment of Metals, 2018, 43(7): 1 − 6.
-
期刊类型引用(4)
1. 王永东,宫书林,常萌阳,王金宇,任远达,景宗浩. Nb元素对高熵合金涂层组织与力学性能的影响. 焊接学报. 2024(03): 107-113+135 .  本站查看
本站查看
2. 艾孝文,龚建勋,李再华. Cr对Fe-Cr-C-Nb-V系堆焊合金组织及耐磨性的影响. 兵器材料科学与工程. 2024(03): 42-48 . 百度学术
3. 胡士昌,尼军杰,杨威,王重阳,黄智泉,高站起,余圣甫. 类高熵硬质相复合强化铁基耐磨堆焊材料研究现状. 电焊机. 2024(11): 1-8 . 百度学术
4. 李博洋,巴现礼,徐国敏,陈帅帅,刘黎明. Forming characteristics of triple-wire gas indirect arc surfacing. China Welding. 2024(04): 7-15 . 百度学术
其他类型引用(1)



















计量
- 文章访问数: 277
- HTML全文浏览量: 15
- PDF下载量: 29
- 被引次数: 5
