
Quality evaluation of laser welds based on air-coupled ultrasound
-
摘要: 随着激光焊接技术在汽车及轨道交通上的广泛应用,对激光焊缝的无损检测技术要求越来越高. 针对3 mm以下的两层金属薄板激光焊缝为对象,探讨了空气耦合超声检测技术对激光焊缝检测的可能性. 利用数值解析和试验分析两种方法,在空气中对铝板激励兰姆(Lamb)波,通过Lamb波在激光焊缝试件中的传播模拟,分析了激光焊缝的宽度以及焊缝的良否对反射率及透射率的影响,解明了Lamb波在激光焊缝试件中的传播规律. 结果表明,可以利用Lamb波A0模式对激光焊缝的质量进行评估.Abstract: With the wide application of laser welding technology in automobile and rail transit, the requirements for non-destructive testing of laser welds are getting higher and higher. For the laser welding of two-layer metal sheets below 3 mm, the air-coupled ultrasonic testing technology is discussed. The possibility of detecting the laser weld. Using numerical analysis and experimental analysis, the Lamb wave is excited on the aluminum plate in the air, and laser welding is analyzed by the propagation simulation of the Lamb wave in the laser weld test piece. By studying the propagation simulation of Lamb waves in laser weld specimens, The effect of the width of the laser weld and the quality of the weld on the reflectivity and transmittance are analyzed. The results show that the Lamb wave A0 mode can be used to evaluate the quality of the laser weld.
-
Keywords:
- air coupling /
- lamb wave /
- thin plate /
- laser welding
-
0. 序 言
新一代高强钢(≥690 MPa)具有超细晶、高洁净度、高均匀性和高强韧性等特点被广泛应用于汽车、舰船、石油管道、海洋平台、航空航天等领域[1-4]. 但是缺乏与之相配套的等强韧性焊接材料,其发展和应用受到限制. 究其根本原因是以针状铁素体及Mn-Si,Ti-B为基础的690 MPa级以下熔敷金属强韧化理论已经不能指导新一代高强钢焊接熔敷金属的设计. 基于此,文献[5]针对690 MPa以上级别高强钢焊接熔敷金属提出复相分割结构模型. 这种模型可使得超低碳贝氏体高强钢焊接熔敷金属显微组织实现细化,从而获得优良的强韧性匹配.
采用多道焊接钢材在焊接熔敷金属中会形成道间热影响区. 根据受到焊接热过程的影响程度不同,热影响区可分为粗晶区、细晶区、临界区和亚临界区. 粗晶区因为晶粒粗大并含有较大尺寸M-A组元,被认为是热影响区韧性较差的一块区域[6]. 道间粗晶区也因为粗大的M-A组元是整个焊缝的薄弱地带[7]. 而由于道间粗晶区的区域很窄,对其取样并做精细分析困难. 所以目前对大于690 MPa级高强钢多道焊熔敷金属粗晶区的研究较少.
焊接热模拟是利用特定的装置在试样上造成与实际焊接时相同的或近似的热循环,使得试样的金相组织与所需研究的热影响区特定的组织相同或近似,但这一组织区域比实际焊接接头热影响区要放大很多倍. 也就是说,在模拟试样上有一个相当大的范围获得这一特定部分的均匀组织,从而可以制备足够尺寸的试样,对其进行各种性能的定量测试[8].
文中采用Gleeble3800热模拟试验机,通过焊接热模拟的方法研究了温度从800 ℃到500 ℃的冷却时间(t8/5)对金属芯焊丝E120C-K4多道熔敷金属中粗晶区微观组织和冲击韧性的影响,为改善690 MPa以上级别高强钢多道焊熔敷金属粗晶区脆化提供焊接工艺指导.
1. 试验方法
1.1 试验材料
试验采用自制高强钢金属粉芯焊丝,按表1的焊接工艺进行多层焊后,其焊接熔敷金属化学成分和力学性能如表2和表3 所示,符合AWS A5.28 E120C-K4标准要求. 其粗晶区组织如图1所示,由蜕化上贝氏体、粒状贝氏体和针状铁素体形成. 在奥氏体晶粒内部形成如文献[5]提出的复相分割微观结构,具体见分析与讨论部分.
表 1 焊接试验工艺参数Table 1. Parameters of welding电流I/A 电压U/V 气体流量Q/(L·mm−1) 保护气体 焊接速度v/(cm·min–1) 道间温度T/℃ 预热温度T/℃ 焊丝伸出长度L/mm 200 ~ 220 28 ~ 30 20 10%CO2 + 90%Ar 28 ~ 30 150 ~ 160 150 16 表 2 E120C-K4焊丝化学成分(质量分数,%)Table 2. Chemical composition of E120C-K4 wireC Mn Si Cr Mo Ni P S 0.04 1.793 0.597 0.514 0.519 2.226 0.011 0.008 6 表 3 E120C-K4焊丝力学性能Table 3. Mechanical properties of E120C-K4 wire屈服强度
ReL/ MPa抗拉强度
Rm/ MPa断后伸长率
A(%)–40 ℃冲击吸收能量
Akv/ J815 907 16.3 70 ![]() 图 1 金属芯焊丝E120C-K4熔敷金属粗晶区组织Figure 1. OM micrograph of deposited metal in CGHAZ of metal core wire E120C-K
图 1 金属芯焊丝E120C-K4熔敷金属粗晶区组织Figure 1. OM micrograph of deposited metal in CGHAZ of metal core wire E120C-K1.2 试验方案
沿焊缝方向上取55 mm × 10.5 mm × 10.5 mm的标准热模拟试样,在Gleeble3800上按照如表4的热循环参数进行热模拟试验,每个热循环做三个试样.
表 4 粗晶区热模拟参数Table 4. Thermal simulation parameters for coarse-grained regions加热速度
ωH /(℃·s−1)预热温度
T/℃峰值温度
Tmax/℃峰值温度停
留时间tH/s冷却时间
t8/5/s150 150 1 350 5 6 150 150 1 350 5 12 150 150 1 350 5 30 150 150 1 350 5 60 150 150 1 350 5 120 经焊接热模拟试验后的试样按GB /T 229—2007《金属材料夏比摆锤冲击试验方法》要求加工成55 mm × 10 mm × 10 mm的夏比V形缺口冲击试样,缺口位置位于热电偶焊接处,并在–40 ℃条件下,在冲击试验机进行一组三个试样的冲击性能测试. 对冲击试样选取最接近平均冲击吸收能量的其中一块,沿垂直于焊接方向制备金相试样,经水磨砂纸粗磨、细磨、抛光后,用4%硝酸酒精溶液腐蚀,采OLYMPUS-B51M金相显微镜观察分析微观组织并随机选取15个不同视场拍照. 采用HITACHI S-3400N SEM成像技术分析熔敷金属粗晶区微观组织.
选取金相分析的冲击试样,在断口下方切割厚5 mm的长宽10 mm × 10 mm的试样,经水磨研磨、抛光后使试样表面无氧化层以及连续腐蚀坑存在,再采用10%的高氯酸酒精溶液对试样表面进行电解抛光来消除表面加工应变层,电解时的操作电压为12 V,时间为15 s. 将制备好的样品采用配有EBSD分析的HKL系统和Channels软件的JEOL6500F热场发射扫描电镜进行观察.
2. 试验结果与分析
2.1 t8/5对熔敷金属模拟粗晶区冲击韧性的影响
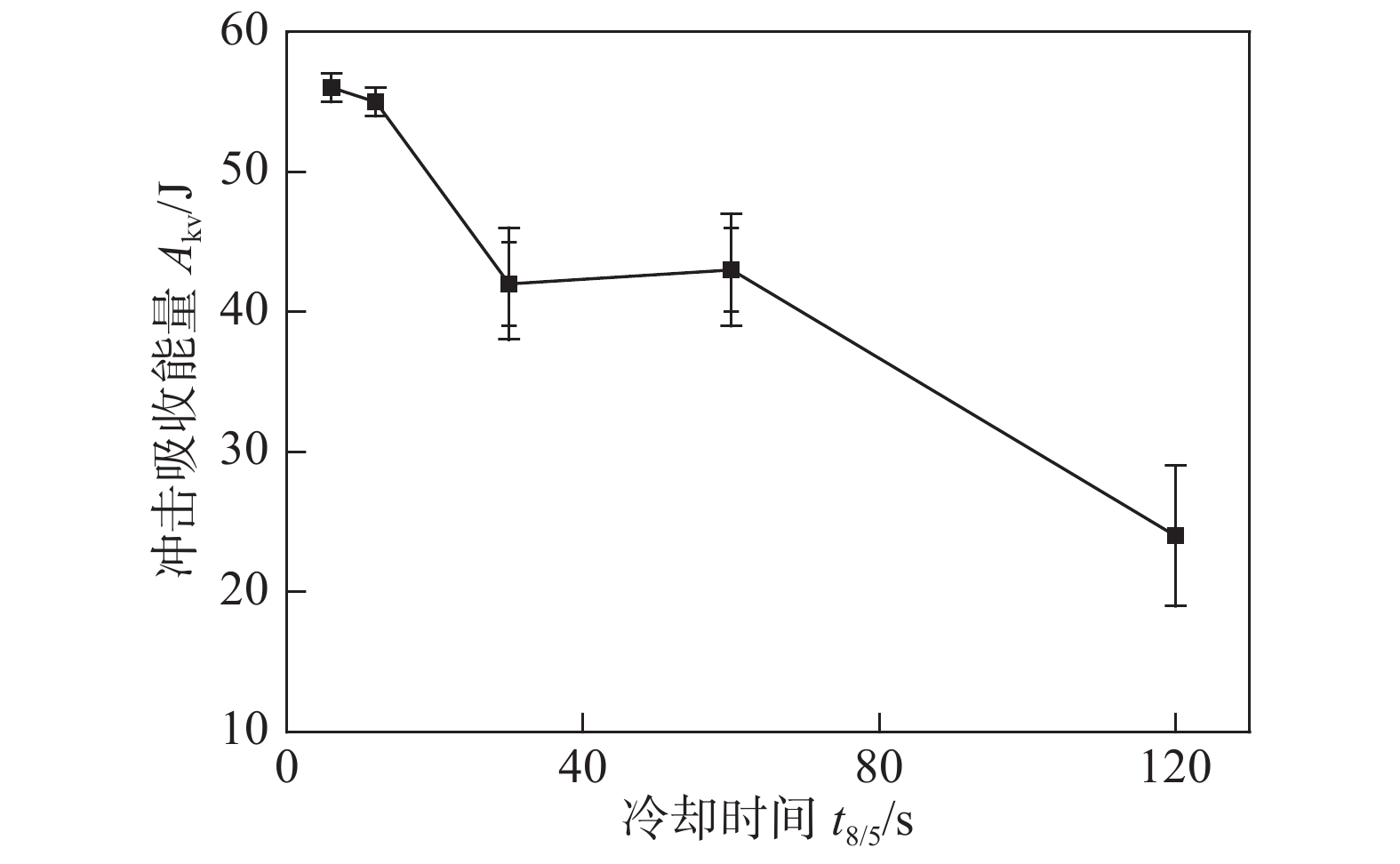
图2所示是不同t8/5下金属芯焊丝E120C-K4焊接熔敷金属模拟粗晶区(CGHAZ)的–40 ℃冲击吸收能量. 由图2可见,焊丝E120C-K4焊接熔敷金属粗晶区–40 ℃冲击吸收能量随着t8/5增大总体呈下降趋势. t8/5处于6 ~ 12 s时,CGHAZ冲击韧性较好,–40 ℃冲击吸收能量达到55 J以上,其稳定性也较好.
![]() 图 2 不同t8/5下CGHAZ的冲击吸收能量(–40 ℃)Figure 2. Impact absorbed energy (–40 ℃) of CGHAZ under different t8/5
图 2 不同t8/5下CGHAZ的冲击吸收能量(–40 ℃)Figure 2. Impact absorbed energy (–40 ℃) of CGHAZ under different t8/5随着t8/5的增大,当t8/5处于30 ~ 60 s时,CGHAZ–40 ℃冲击吸收能量较t8/5处于6 ~ 12 s时下降,但是–40 ℃冲击吸收能量也达到40 J以上. 当t8/5达到120 s时,熔敷金属粗晶区CGAHZ的冲击韧性最差,–40 ℃冲击吸收功能量为24 J.
2.2 t8/5对熔敷金属粗晶区微观组织的影响
图3为不同t8/5下焊丝E120C-K4焊接熔敷金属模拟粗晶区的光学显微组织. 为了能更清楚、全面分析,对组织又做扫描电镜观察. 图4为不同t8/5下E120C-K4焊接熔敷金属粗晶区的扫描电镜显微组织.
![]() 图 3 t8/5对模拟粗晶区显微组织的影响(光学组织图)Figure 3. Influence of t8/5 to microstructure in simulated CGHAZ (OM micrograph)
图 3 t8/5对模拟粗晶区显微组织的影响(光学组织图)Figure 3. Influence of t8/5 to microstructure in simulated CGHAZ (OM micrograph)![]() 图 4 t8/5对模拟粗晶区显微组织的影响(扫描组织图)Figure 4. Influence of t8/5 to microstructure in simulated CGHAZ(SEM micrograph)
图 4 t8/5对模拟粗晶区显微组织的影响(扫描组织图)Figure 4. Influence of t8/5 to microstructure in simulated CGHAZ(SEM micrograph)图3中随着t8/5的增大,组织中铁素体呈现粗化趋势. 且当t8/5为6 ~ 12 s时,CGHAZ组织中明显可看到板条式组织,但是当t8/5为30 ~ 120 s时,板条式组织消失.
由图4,当t8/5为6 ~ 12 s时,粗晶区组织主要以蜕化上贝氏体(DUB)和针状铁素体(AF)以及少量粒状贝氏体(GB)为主. DUB的板条间无碳化物析出,由细密平行排列的贝氏铁素体及其间断续分布的短棒状、条状M-A组元或残余奥氏体组成(如图4a,4b黄色四边形所圈);AF在奥氏体晶内非金属夹杂物体上异质形核,并在形核质点上呈放射状生长(如图4a黄色箭头所指). GB呈块状分布在贝氏铁素体之间,其内部含有较多的呈粒状分布的M-A组元[9-10](如图4b红色箭头所指). 此时,焊接熔敷金属模拟粗晶区组织结构与文献[4]所提出的复相分割组织结构一致. 而当t8/5为30 ~ 120 s时,蜕化上贝氏体消失,粒状贝氏体随着t8/5的增大显著增多,形成以针状铁素体和粒状贝氏体为主的组织.
2.3 不同t8/5下熔敷金属CGHAZ微观组织晶体取向变化
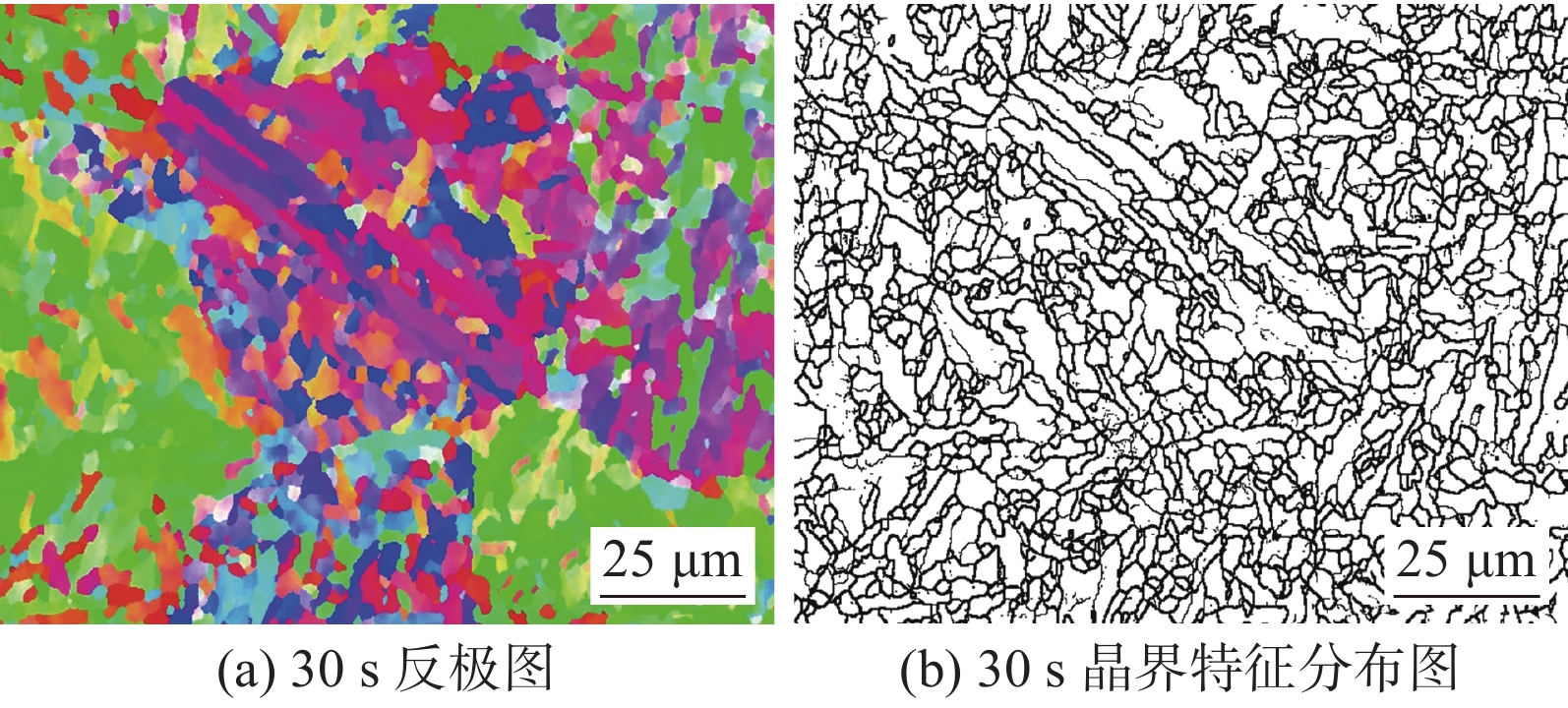
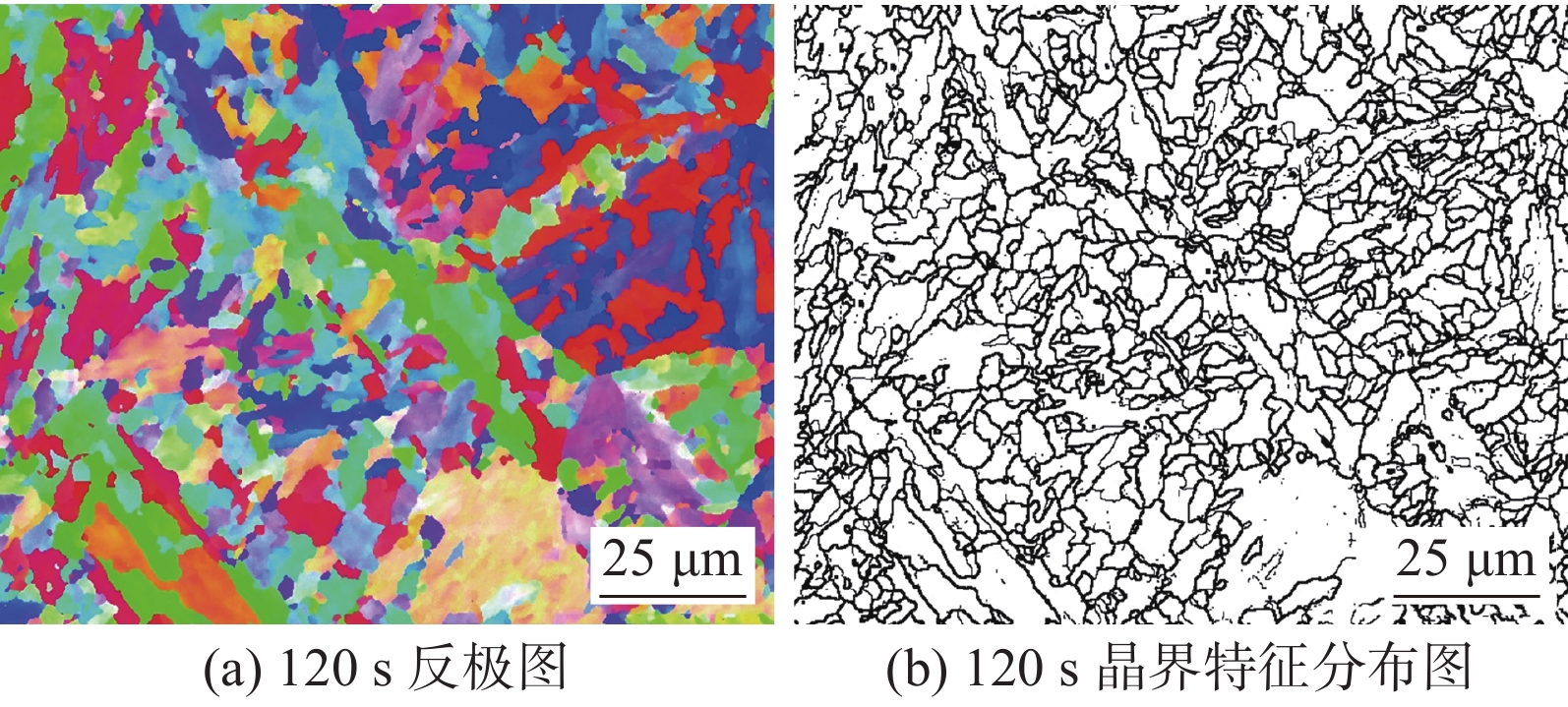
图5~图9为不同t8/5下粗晶区的晶体学特征. 图5a、图6a、图7a、图8a、图9a是不同t8/5下粗晶区微观组织亚单元结构的反极图,反极图中不同颜色代表不同的分布取向,其中蓝色代表取向为(111)方向,红色代表取向为(001)方向,绿色代表取向为(101)方向. 通过反极图可看出粗晶区奥氏体晶粒被分成很多取向,不同取向的组织相互交织分布. 而呈现“交织状”分布的组织有利于抑制裂纹的扩展,改善材料的韧性[11].
![]() 图 5 t8/5:6 s下粗晶区的晶体学特征Figure 5. Crystallographic characteristics at t8/5: 6 s in CGHAZ
图 5 t8/5:6 s下粗晶区的晶体学特征Figure 5. Crystallographic characteristics at t8/5: 6 s in CGHAZ![]() 图 6 t8/5:12 s下粗晶区的晶体学特征Figure 6. Crystallographic characteristics at t8/5: 12 s in CGHAZ
图 6 t8/5:12 s下粗晶区的晶体学特征Figure 6. Crystallographic characteristics at t8/5: 12 s in CGHAZ![]() 图 7 t8/5:30 s下粗晶区的晶体学特征Figure 7. Crystallographic characteristics at t8/5: 30 s in CGHAZ
图 7 t8/5:30 s下粗晶区的晶体学特征Figure 7. Crystallographic characteristics at t8/5: 30 s in CGHAZ![]() 图 8 t8/5:60 s下粗晶区的晶体学特征Figure 8. Crystallographic characteristics at t8/5: 60 s in CGHAZ
图 8 t8/5:60 s下粗晶区的晶体学特征Figure 8. Crystallographic characteristics at t8/5: 60 s in CGHAZ![]() 图 9 t8/5:120 s下粗晶区的晶体学特征Figure 9. Crystallographic characteristics at t8/5: 120 s in CGHAZ
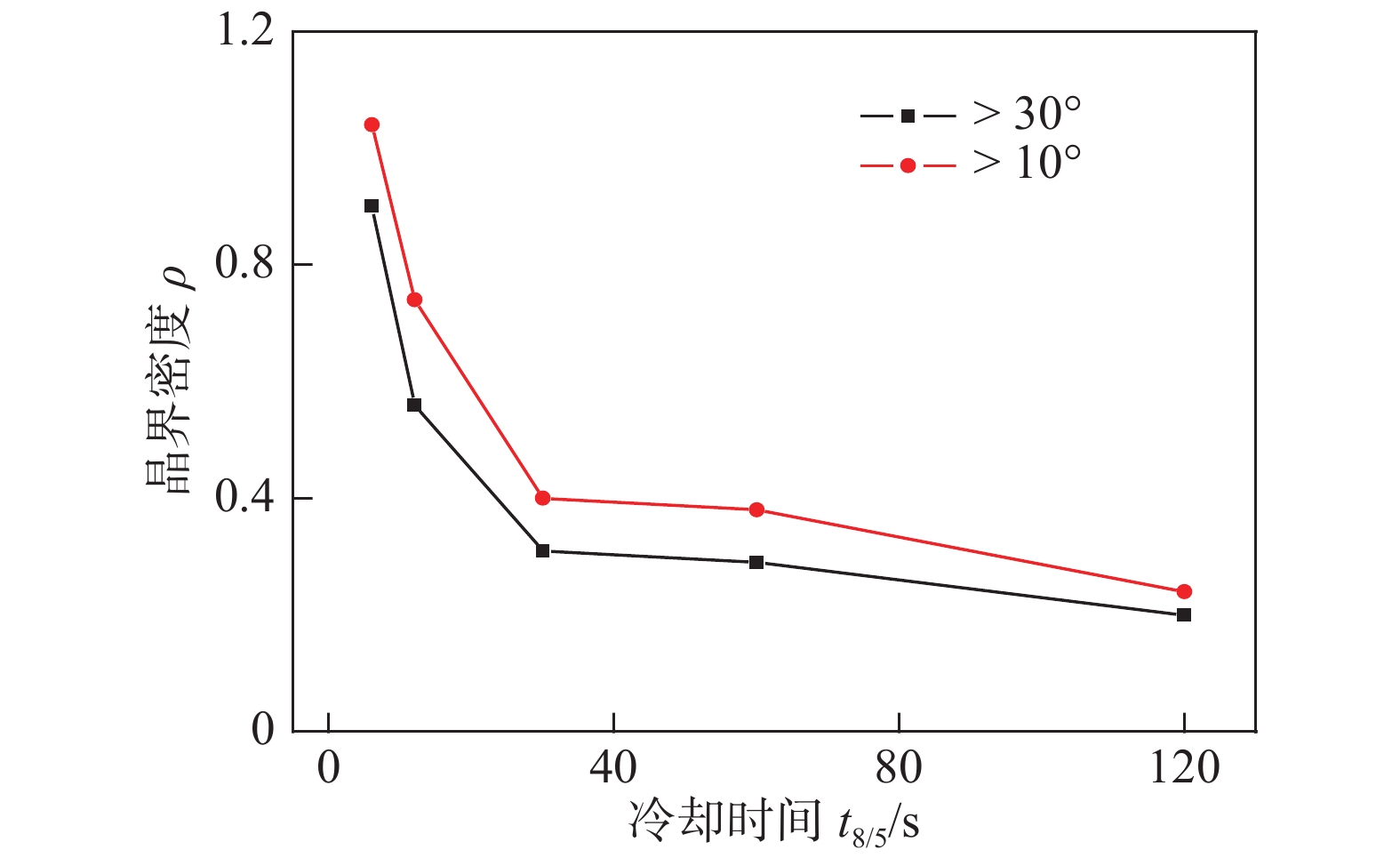
图 9 t8/5:120 s下粗晶区的晶体学特征Figure 9. Crystallographic characteristics at t8/5: 120 s in CGHAZ图5b、图6b、图7b、图8b、图9b是不同冷却时间下粗晶区的板条块亚单元结构的晶界特征分布图. 通过晶界特征图可对显微组织的大小角度晶界进行统计. 对不同t8/5下粗晶区的大小角度晶界进行统计,结果如表5所示. 可以看出,随着t8/5增大,大于10°和大于30°晶界所占比例变化不明显. 在每个反极图任意方向,随机各取五条50 μm的直线,然后在直线上统计大于10°和30°的晶界数量,然后除以总长度来计算单位长度晶界数量. 统计结果如图10所示. 随着t8/5增加,单位微米上,大于10°和30°晶界数量减少.
冷却时间t8/5/s 占比w(%) 2° ~ 10° 10° ~ 30° 30° ~ 180° 10° ~ 180° 6 16.7 15.4 67.9 83.3 12 16.9 18.4 64.7 83.1 30 18.2 16.7 65.1 81.8 60 26.8 14.6 58.6 73.2 120 19.5 14.7 65.8 80.5 ![]() 图 10 不同t8/5下单位长度晶界数量Figure 10. Number of grain boundaries per unit length under different t8/5
图 10 不同t8/5下单位长度晶界数量Figure 10. Number of grain boundaries per unit length under different t8/53. 分析与讨论
文献[5]认为在抗拉强度高于690 MPa级别的超低碳贝氏体高强钢焊接熔敷金属微观组织中存在一种复相分割微观结构,其主要由DUB,AF,GB和马氏体(M)(极少量)组成. 在形成的复相分割结构的奥氏体晶粒内,晶粒尺寸细小,裂纹通过此结构需要多次变向,并在DUB与AF和GB之间形成的大角度晶界出发生钝化而产生分支消耗更多的能量,从而使焊接熔敷金属呈现出优异的冲击韧性.
而且在复相分割结构中,AF和GB在高温优先形核并长大以致于随后形成的DUB和M不至于过分长大,可达到细化晶粒的目的. 由Hall-Petch公式[12-13]可知,当晶粒直径变小,细晶强化增量、则裂纹扩展临界应力增量变大、韧脆转变温度降低,因此韧性得到提高. 从以上两方面可知,复相分割微观结构利于高强钢焊接熔敷金属实现最优韧性.
由图1可见,在表1的焊接工艺下,高强钢焊丝E120C-K4焊接熔敷金属组织主要由粒状贝氏体、蜕化上贝氏体和针状铁素体形成,在奥氏体内形成复相分割微观结构. 由三维传热公式[14]可知,该焊丝在表2对应焊接工艺下,粗晶区的t8/5约为6 s. 可以认为t8/5为6 s时,高强钢金属芯焊丝E120C-K4焊接熔敷粗晶区会形成复相分割微观结构.
由图4可知,当t8/5处于6 ~ 12 s时,熔敷金属模拟粗晶区组织主要由蜕化上贝氏体、针状铁素体和粒状贝氏体组成,在奥氏体内部形成复相分割微观结构. 此时冲击韧性优良(由2.1可知,–40 ℃冲击吸收能量可达55 J). 当t8/5处于30 ~ 120 s时,蜕化上贝氏体消失,熔敷金属模拟粗晶区组织主要由针状铁素体和粒状贝氏体组成,这也就意味着此时奥氏体晶粒内部没有形成复相分割微观结构,此时冲击韧性下降. 这说明复相分割微观结构有助于高强钢E120C-K4焊丝焊接熔敷金属模拟粗晶区实现优良的冲击韧性.
由图3可知,随着t8/5增大,铁素体晶粒粗化明显. 由上述分析,复相分割结构有助于晶粒实现细化. 同时,随着t8/5增大,冷却速度慢,高温停留时间变长也是组织粗化的一个关键因素[15]. 因此,t8/5处于6 ~ 12 s时,组织细化可归咎于两个因素:一是冷却速度快,高温停留时间短;二是微观组织奥氏体晶粒内部形成复相分割微观结构. 而晶粒细化是其韧性较优的另一个原因.
通常,取向差为2° ~ 10°的角度晶界为小角度晶界,取向差为10° ~ 30°为中等取向差的角度晶界,取向差为30° ~ 180°为大取向差的角度晶界. 而大取向差的原始奥氏体晶界和板条束晶界能够有效的阻碍解理裂纹的扩展;中等取向差的角度晶界可以使解理裂纹扩展方向发生改变;小取向差的晶界能量较低,且晶界的位错结构简单,解理裂纹能够轻易的穿过[16-17]. 由2.3可知,随着t8/5增大,大于10°和30°晶界所占比例变化不大,但是单位微米上大角度晶界数量在减少.所以单位距离上大角度晶界数量的减少也是其韧性降低的一个因素.
当t8/5处于6 ~ 12 s时CGHAZ冲击韧性优良,可归咎于三个关键因素:一是形成复相分割微观结构;二是组织实现细化,其原因不仅是因为形成复相分割结构,也是因为此时冷却速度快,高温停留时间短;三是单位距离上大角度晶界数量增多,韧性提高.
4. 结 论
(1)当t8/5处于6 ~ 12 s时,CGHAZ组织主要由蜕化上贝氏体、针状铁素体以及粒状贝氏体组成,在奥氏体晶粒内部形成复相分割微观结构,此时冲击韧性优良(–40 ℃冲击吸收能量均达到55 J以上);当t8/5处于30 ~ 120 s时,模拟粗晶区组织主要由粒状贝氏体以及针状铁素体组成,韧性下降. 复相分割微观结构有助于粗晶区实现良好的冲击韧性.
(2)当t8/5处于6 ~ 12 s时CGHAZ微观组织较为细小,其可归咎于两个原因:一是冷却速度快,高温停留时间短;二是微观组织奥氏体晶粒内部形成复相分割微观结构.
(3) t8/5处于6 ~ 12 s时模拟粗晶区(CGHAZ)的冲击韧性优良的关键因素是:微观组织奥氏体晶粒内部形成复相分割微观结构;微观组织晶粒细小;微观组织单位距离上大角度晶界数量多.
-
![]()
图 12 试验中焊缝宽度与幅值的关系
Figure 12. Relationship between weld width and amplitude in experiment
![]()
图 13 D试件模拟焊缝粘接完好与未粘接完好部分
Figure 13. D specimen is used to simulate the good bonding between the weld and the intact part
表 1 不同频率情况检测条件
Table 1 Detection conditions for different frequency
序号 检测频率f/MHz 相速度vg/(m·s–1) 入射角θ/(°) 1 0.2 1 739.0 11.27 2 0.4 2 193.1 8.93 3 0.8 2 591.5 7.56  下载: 导出CSV
下载: 导出CSV
-
[1] 霍宏伟, 胡海军, 李治国, 等. 304不锈钢薄板激光焊搭接接头组织及性能[J]. 电焊机, 2016, 46(3): 44 − 47. Huo Hongwei, Hu Haijun, Li Zhiguo, et al. Organization and performance of 304 stainless steel sheet laser welded lap joint[J]. Electric Welding Machine, 2016, 46(3): 44 − 47.
[2] 谷晓鹏. 不锈钢薄板激光焊搭接接头超声波检测研究[D]. 吉林: 吉林大学, 2013. [3] 黄怡洁, 高向东, 郑俏俏. PMMA与304不锈钢激光焊接[J]. 焊接学报, 2018, 39(12): 67 − 70, 76. doi: 10.12073/j.hjxb.2018390300 Huang Yijie, Gao Xiangdong, Zheng Qiaoqiao. PMMA and 304 stainless steel laser welding[J]. Transactions of the China Welding Institution, 2018, 39(12): 67 − 70, 76. doi: 10.12073/j.hjxb.2018390300
[4] 陈 超, 陈芙蓉, 张慧婧. 时效对7A52铝合金激光焊接头组织性能的影响[J]. 焊接学报, 2017, 38(11): 66 − 70. doi: 10.12073/j.hjxb.20160105004 Chen Chao, Chen Furong, Zhang Huijing. Effect of aging on microstructure and properties of 7A52 aluminum alloy laser welding joint[J]. Transactions of the China Welding Institution, 2017, 38(11): 66 − 70. doi: 10.12073/j.hjxb.20160105004
[5] Shi M X, Zhao J, Chen S J, et al. Effect of W/Cu composite filler metals on the microstructure and mechanical properties of laser welded pure niobium/304 stainless steel joint[J]. China Welding, 2016, 25(4): 9 − 13.
[6] Wang R, Lei Y, Shi Y. Numerical simulation of transient temperature field during laser keyhole welding of 304 stainless steel sheet[J]. Optics & Laser Technology, 2011, 43(4): 870 − 873.
[7] Zhao Y B, Zhang D M, Wu Y M, et al. Supervised descent method for weld pool boundary extraction during fiber laser welding process[J]. China Welding, 2019, 28(1): 6 − 10.
[8] 王东林. 超声波检测技术在白车身焊点缺陷检测中的应用[J]. 焊接技术, 2017, 46(12): 82 − 86. Wang Donglin. Application of ultrasonic testing technology in the detection of white body solder joint defects[J]. Welding Technology, 2017, 46(12): 82 − 86.
[9] 林凤华, 彭俊珍. 超声检测耦合剂应用的物理分析[J]. 中国科技纵横, 2015(22): 247 − 247. doi: 10.3969/j.issn.1671-2064.2015.22.200 Lin Fenghua, Peng Junzhen. Physical analysis of ultrasonic detection coupling agent applications[J]. China Science & Technology Panorama Magazine, 2015(22): 247 − 247. doi: 10.3969/j.issn.1671-2064.2015.22.200
[10] 常俊杰, 杨 凯, 李光亚, 等. 空耦超声波技术用于锂离子电池缺陷检测[J]. 电池, 2017, 47(5): 315 − 317. Chang Junjie, Yang Kai, Li Guangya, et al. Application of air-coupled ultrasonic technology in Li-ion battery defect detection[J]. Battery Bimonthly, 2017, 47(5): 315 − 317.
[11] 常俊杰, 李娟娟. 合成孔径算法在混凝土检测中的应用[J]. 无损检测, 2017, 39(4): 22 − 25. Chang Junjie, Li Juanjuan. Application of synthetic aperture algorithm in the detection of concrete[J]. Nondestructive Testing, 2017, 39(4): 22 − 25.
[12] 常俊杰, 卢 超, 川嶋紘一郎. 非接触空气耦合超声波的材料无损评价与检测[J]. 浙江理工大学学报, 2015, 33(7): 532 − 536, 542. Chang Junjie, Lu Chao, Ka Washima Koichiro. Nondestructive material evaluation and testing based on non-contact air-coupled ultrasonics[J]. Journal of Zhejiang Institute of Science and Technology, 2015, 33(7): 532 − 536, 542.
[13] Chang J J, Wang X G, Shan Y C, et al. Coating evaluation using ultrasonic wave technology[J]. Advanced Materials Research, 2010, 105-106(1): 513 − 516.
[14] 常俊杰, 李媛媛, 李光亚. 钢轨轨头浅表面缺陷的空气耦合超声导波检测[J]. 无损检测, 2018, 40(3): 14 − 18. Chang Junjie, Li Yuanyuan, Li Guangya. Air coupled ultrasonic guided wave detection of shallow surface defects of rail head[J]. Journal of Zhejiang Institute of Science and Technology, 2018, 40(3): 14 − 18.
[15] 张 燕, 龚立娇. Lamb波频散特性的数值仿真研究[J]. 压电与声光, 2014(5): 701 − 704. doi: 10.3969/j.issn.1004-2474.2014.05.006 Zhang Yan, Gong Lijiao. Numerical simulation study on Lamb wave dispersion curves[J]. Piezoelectrics & Acoustooptics, 2014(5): 701 − 704. doi: 10.3969/j.issn.1004-2474.2014.05.006
[16] 张林文, 马世伟, 程 茜. 基于有限元特征频率法的各向异性复合板兰姆波特性分析[J]. 无损检测, 2017, 39(4): 73 − 77. Zhang Linwen, Ma Shiwei, Cheng Qian. Lamb wave characteristic analysis of anisotropic multilayer composite using finite element intrinsic frequency method[J]. Nondestructive Testing, 2017, 39(4): 73 − 77.
[17] Liao Y C, Yu M H. Effects of laser beam energy and incident angle on the pulse laser welding of stainless steel thin sheet[J]. Journal of Materials Processing Tech, 2007, 190(1): 102 − 108.
[18] Li S S, Chen X M, Li X. Study on dispersion characteristics of ultrasonic guided wave[J]. Applied Mechanics & Materials, 2013, 333-335(333-338): 1713 − 1718.
[19] 饶璐雅, 陈 果, 卢 超, 等. 碳纤维复合材料层板冲击损伤的空气耦合兰姆波成像检测[J]. 宇航材料工艺, 2017, 47(5): 69 − 74. doi: 10.12044/j.issn.1007-2330.2017.05.015 Rao Luya, Chen Guo, Lu Chao, et al. Imaging of CFRP plate impact damage using air-coupled Lamb waves[J]. Aerospace Materials & Technology, 2017, 47(5): 69 − 74. doi: 10.12044/j.issn.1007-2330.2017.05.015
[20] 常俊杰, 魏 强, 卢 超. 非接触空气耦合超声波铝板探伤的应用研究[J]. 浙江理工大学学报, 2015, 33(11): 829 − 834. Chang Junjie, Wei Qiang, Lu Chao. Research of non-contact air coupled ultrasonic crack detection testing and imaging[J]. Journal of Zhejiang Institute of Science and Technology, 2015, 33(11): 829 − 834.
[21] Pant S, Laliberte J, Martinez M, et al. Effects of composite lamina properties on fundamental Lamb wave mode dispersion characteristics[J]. Composite structures, 2015, 124: 236 − 252. doi: 10.1016/j.compstruct.2015.01.017
-
期刊类型引用(3)
1. 牛连山,李阳,姜艳朋,贾建龙,梁明明,朱明鑫. 自保护药芯焊丝管道全位置自动焊接工艺研究. 焊管. 2024(05): 69-76 .  百度学术
百度学术
2. 张军. 高原地区输水管线管道施工中药芯焊丝焊接的关键技术研究. 水上安全. 2024(12): 52-54 . 百度学术
3. 刘西洋,徐锴,杨淼森,霍树斌,许可贵. 基于表面张力的氧化物组分及含量对焊接飞溅的影响. 焊接. 2020(08): 22-25+62 . 百度学术
其他类型引用(3)



















计量
- 文章访问数: 412
- HTML全文浏览量: 60
- PDF下载量: 36
- 被引次数: 6
