
Effect of filler wire melting mode on laser welding process
-
摘要: 研究了两种焊丝熔化方法(电弧预熔丝激光焊、激光填丝焊)激光焊接过程对匙孔稳定性以及焊缝成形的影响,进一步研究了焊丝熔化方法对焊接接头质量的影响,并对比分析了两种焊丝熔化方式对焊接速度的适应性. 结果表明,电弧预熔丝激光焊过程中,熔池表面匙孔开口尺寸变化不大,匙孔较为稳定;激光填丝焊方法由于熔化的液态金属距离匙孔边缘很近,焊接过程中熔池表面匙孔开口尺寸变化较大,而且容易出现熔池表面匙孔的闭合. 与激光填丝焊相比,电弧预熔丝激光焊熔化的焊丝端部可以沿熔池边缘流入,与匙孔边缘的距离较远,匙孔稳定性较好,焊缝气孔数量较少. 当焊接速度为8 m/min时,电弧预熔丝激光焊的焊缝成形良好;而激光填丝焊焊缝背面成形不连续,并且出现了未焊透的缺陷.Abstract: The effects of two filler wire melting methods (laser welding with pre-melted liquid filler by arc and laser welding with filler wire) on the stability of keyhole and the formation of weld seam during laser welding were studied. The influence of filler wire melting method on the quality of welded joints was further studied, and the adaptability of two filler wire melting methods to the welding speed was compared and analyzed. The test results showed that during the laser welding process with pre-melted liquid filler by arc, the keyhole opening size on the surface of the molten pool did not change much, and the keyhole was relatively stable. Because the melted liquid metal was very close to the edge of keyhole, the keyhole opening size on the molten pool surface varied greatly during the laser welding process with filler wire, and keyhole closure on the surface of molten pool was easy to occur. Compared with laser welding with filler wire, during the laser welding process with pre-melted liquid filler by arc, the end of the wire melted by the arc could flow along the molten pool edge, the distance between the liquid metal and keyhole edge was far, the stability of the keyhole was good, the number of weld holes was small.When the welding speed is 8 m/min, weld seams was well during laser welding with pre-melted liquid filler by arc; while the weld seams back surface was not continuous during laser welding with filler wire, and there was a defect of incomplete penetration.
-
Keywords:
- laser welding /
- pre-melted liquid filler by arc /
- aluminum alloy
-
0. 序言
由于激光束具有很高的焊接效率,可实现较高焊接速度的焊接等优点,激光填丝焊技术广泛应用于航空、航天、汽车、船舶等工业领域[1-3]. 激光填丝焊技术可通过选择合适成分的焊丝实现焊缝冶金调节,从而获得满足特定性能的焊缝. 而且利用高功率的激光器可以实现厚板、甚至大厚板的焊接[4, 5].
激光填丝焊过程中,由于焊丝借助激光热源的能量熔化,因此会损耗一部分激光能量,进而到达焊接工件的激光能量将减少,因此会影响激光能量传输的稳定性[6]. 激光填丝焊过程中,由于焊丝的熔化、填充作用,很容易造成匙孔的波动,这样会造成焊接过程的稳定性变差,进而影响焊缝成形[7].
为了提高激光填丝焊的稳定性,国内的学者刘宏兵等人[8]研究了焊接工艺参数对焊缝成形的影响,认为光丝间距对焊缝成形影响较大,液桥过渡得到的焊缝成形较好. 日本大阪大学Ohnishi等人[9]研究发现,激光热丝焊可提高焊接的稳定性,焊丝熔化后能稳定的填充进熔池中,焊缝成形良好,没有出现咬边的焊接缺陷.
对比分析了电弧预熔丝激光焊和激光填丝焊焊丝熔化、填充行为,进一步对比分析了两种焊丝熔化方法对焊缝气孔的影响,并对不同焊接速度下两种焊丝熔化方式的焊缝成形进行了对比研究.
1. 试验方法
试验材料采用6156铝合金,焊丝采用ER4047焊丝,直径1.0 mm. 试板尺寸300 mm × 60 mm × 2.0 mm. 试验采用的是最大输出功率为10 kW的光纤激光器;TIG焊机型号为Magic Wave 4000. 高速摄像机型号为camrecord 5000 × 2,其采集频率为5 000 frame/s;同时借助波长为808 nm的辅助光源为高速摄像机采集熔池表面信息提供足够的亮度.
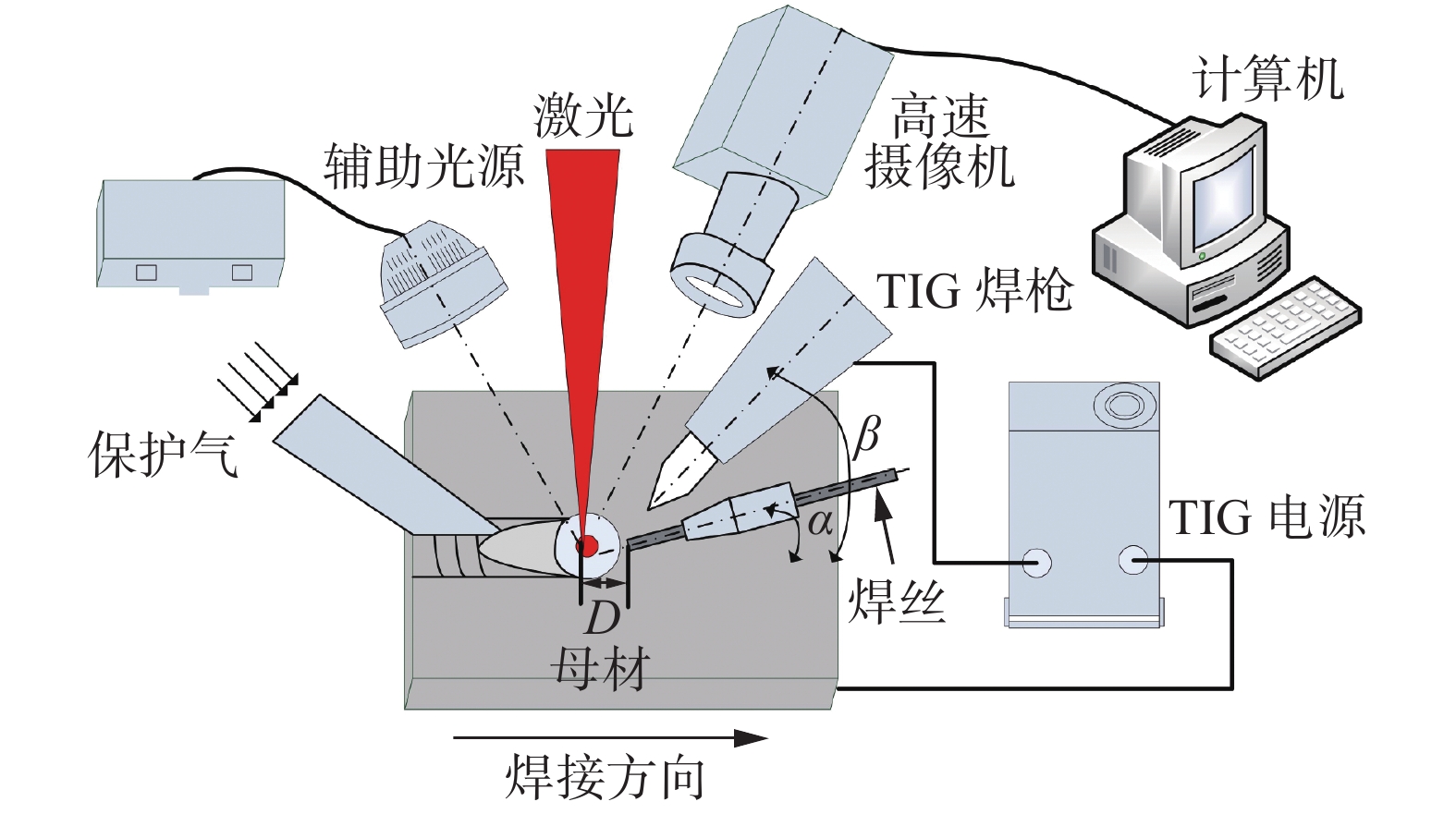
图1为实时监测焊接过程的焊接示意图. 焊接工艺参数为激光功率(P)1 800 W,焊接速度(vw)2 m/min,送丝速度(vf)2 m/min,焊接电流(I)60 A,光丝间距(D)2.0 mm,钨极与焊接工件表面的距离3 mm,送丝角度(a)20°,TIG焊枪与工件表面的角度(β)70°.
2. 试验结果与分析
2.1 焊丝熔化及填充过程
图2和图3分别为电弧预熔丝激光焊和激光填丝焊过程中焊丝熔化、填充状态. 由图2可知,激光焊接过程中熔池前方的焊丝预先通过电弧的热量熔化,焊丝熔化后沿熔池边缘方向流入,由于熔化的液态金属距离匙孔较远,因此焊接过程中熔池表面匙孔开口尺寸变化不大,匙孔较为稳定;由图3可知,激光填丝焊方法由于焊丝主要通过激光束的热量熔化,因此固体焊丝需要送到匙孔附近才能熔化填充. 由于熔化的液态金属距离匙孔边缘很近,这样填充进入熔池容易对匙孔的稳定性产生影响,由图3可知焊接过程中熔池表面匙孔开口尺寸变化较大,而且容易出现熔池表面匙孔的闭合(图3b). 进一步对两种焊丝熔化方式所得的焊缝表面成形进行分析, 由图4可知,两种熔丝方法所得的焊缝表面未出现焊接缺陷,但电弧预熔丝激光焊所得的焊缝表面要比激光填丝焊焊缝表面光滑.
![]() 图 2 电弧预熔丝焊丝熔化、填充过程Figure 2. Melting and filling process of filler wire prefused by arc. (a) t0; (b) t0 + 34 ms; (c) t0 + 42 ms; (d) t0 + 54 ms
图 2 电弧预熔丝焊丝熔化、填充过程Figure 2. Melting and filling process of filler wire prefused by arc. (a) t0; (b) t0 + 34 ms; (c) t0 + 42 ms; (d) t0 + 54 ms![]() 图 3 激光填丝焊焊丝熔化、填充过程Figure 3. Melting and filling process of laser welding with filler wire. (a) t0; (b) t0 + 34 ms;(c) t0 + 42 ms;(d) t0 + 54 ms
图 3 激光填丝焊焊丝熔化、填充过程Figure 3. Melting and filling process of laser welding with filler wire. (a) t0; (b) t0 + 34 ms;(c) t0 + 42 ms;(d) t0 + 54 ms![]() 图 4 焊缝表面成形Figure 4. Weld surface forming. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire
图 4 焊缝表面成形Figure 4. Weld surface forming. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire2.2 焊接接头质量分析
图5为焊接速度为2 m/min时电弧预熔丝激光焊以及激光填丝焊的对接焊缝纵截面. 可以发现,激光填丝焊的焊缝纵截面气孔数量明显高于电弧预熔丝激光焊.进一步对两种焊接工艺的的断口形貌进行分析,如图6所示. 可以发现激光填丝焊的断口出现了尺寸较大,且形状不规则的气孔[10],此类气孔与匙孔的不稳定性有直接的关系;而电弧预熔丝激光焊的断口没有出现较大尺寸的气孔,只有少数圆形的小尺寸的气孔存在.
![]() 图 5 焊缝纵截面Figure 5. Weld longitudinal setion. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire
图 5 焊缝纵截面Figure 5. Weld longitudinal setion. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire![]() 图 6 焊接接头的断口形貌Figure 6. Fracture morphology of welded joint. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire
图 6 焊接接头的断口形貌Figure 6. Fracture morphology of welded joint. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire2.3 对焊接速度的适应性
高速焊接条件下,对焊接过程稳定性要求很高,而当焊接过程稳定性变差时,焊缝成形必然受到影响. 因此分别对比分析了焊接速度为4 和8 m/min时电弧预熔丝激光焊与激光填丝焊的焊缝表面及背面成形,焊接工艺参数分别为焊接速度为4 m/min时,激光功率3.5 kW,送丝速度3.5 m/min,焊接电流70 A;当焊接速度为8 m/min时,激光功率为5 kW,送丝速度为7 m/min,焊接电流为80 A.
由图7可知,当焊接速度为4 m/min时,激光填丝焊与电弧预熔丝激光焊的焊缝表面及背面成形良好;由图8可知,当焊接速度为8 m/min时,电弧预熔丝激光焊的焊缝成形良好,而激光填丝焊焊缝背面成形不连续,并且出现了未焊透的缺陷,这主要是因为高速焊接条件下对激光能量的稳定性要求更高,而激光填丝焊过程中,由于焊丝主要是依靠激光的能量熔化,焊丝送进过程中轻微的波动就会影响熔丝能量的稳定性,而电弧预熔丝激光焊,焊丝主要是依靠电弧的能量熔化,因此即使焊丝出现轻微波动,也不会影响激光焊接过程稳定性.
![]() 图 7 焊接速度为4 m/min的焊缝成形Figure 7. Weld forming with welding speed of 4 m/min. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire
图 7 焊接速度为4 m/min的焊缝成形Figure 7. Weld forming with welding speed of 4 m/min. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire![]() 图 8 焊接速度为8 m/min的焊缝成形Figure 8. Weld Forming with Welding Speed of 8 m/min. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire
图 8 焊接速度为8 m/min的焊缝成形Figure 8. Weld Forming with Welding Speed of 8 m/min. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire3. 结论
(1) 电弧预熔丝激光焊过程中,由于熔化的液态金属距离匙孔较远,因此焊接过程中熔池表面匙孔开口尺寸变化不大,匙孔较为稳定;激光填丝焊方法由于熔化的液态金属距离匙孔边缘很近,焊接过程中熔池表面匙孔开口尺寸变化较大,而且容易出现熔池表面匙孔的闭合.
(2) 焊接速度为2 m/min时,激光填丝焊的焊缝纵截面气孔数量明显高于电弧预熔丝激光焊.
(3) 焊接速度为8 m/min时,电弧预熔丝激光焊的焊缝成形良好,而激光填丝焊焊缝背面成形不连续,并且出现了未焊透的缺陷.
-
![]()
图 2 电弧预熔丝焊丝熔化、填充过程
Figure 2. Melting and filling process of filler wire prefused by arc. (a) t0; (b) t0 + 34 ms; (c) t0 + 42 ms; (d) t0 + 54 ms
![]()
图 3 激光填丝焊焊丝熔化、填充过程
Figure 3. Melting and filling process of laser welding with filler wire. (a) t0; (b) t0 + 34 ms;(c) t0 + 42 ms;(d) t0 + 54 ms
![]()
图 4 焊缝表面成形
Figure 4. Weld surface forming. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire
![]()
图 5 焊缝纵截面
Figure 5. Weld longitudinal setion. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire
![]()
图 6 焊接接头的断口形貌
Figure 6. Fracture morphology of welded joint. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire
![]()
图 7 焊接速度为4 m/min的焊缝成形
Figure 7. Weld forming with welding speed of 4 m/min. (a) laser welding with pre-melted liquid filler by arc; (b) laser welding with filler wire
-
[1] 陈根余, 张焱, 雷燃. 42CrMo钢活塞激光-MAG复合焊接热裂纹试验[J]. 焊接学报, 2019, 40(7): 61 − 66. doi: 10.12073/j.hjxb.2019400182 Chen Genyu, Zhang Yan, Lei Ran. Testing of hot crack using laser-MAG combined welding for 42CrMo steel[J]. Transactions of the China Welding Institution, 2019, 40(7): 61 − 66. doi: 10.12073/j.hjxb.2019400182
[2] 舒服华, 田会方. 基于SPA的6061铝合金脉冲激光焊接工艺参数优化[J]. 焊接学报, 2018, 39(4): 109 − 114. doi: 10.12073/j.hjxb.2018390106 Shu Fuhua, Tian Huifang. Process parameters optimization of pulsed laser welding of 6061 aluminum alloy based on SPA[J]. Transactions of the China Welding Institution, 2018, 39(4): 109 − 114. doi: 10.12073/j.hjxb.2018390106
[3] Tian D Y, Yan T Y, Gao Q Y, et al. Thermal cycle and its influence on the microstructure of laser welded butt joint of 8 mm thick Ti-6Al-4V alloy[J]. China Welding, 2019, 28(3): 61 − 66.
[4] 黄彩艳, 陈俐. 高能束焊接系统及应用技术研究新进展[J]. 焊接, 2019(10): 31 − 37. Huang Caiyan, Chen Li. New research progress on welding system and application technologies of high energy beam[J]. Welding & Joining, 2019(10): 31 − 37.
[5] 张旺, 孟威, 郭彦兵, 等. 脉冲激光与脉冲 GMAW 复合焊接的动态交互行为[J]. 中国激光, 2019, 46(4): 0402002. Zhang Wang, Meng Wei, Guo Yanbing, et al. Dynamic interaction behavior of pulse GMAW+pulse laser hybrid welding[J].Chinese Journal of Lasers, 2019, 46(4): 0402002.
[6] 谷晓燕, 朱开轩, 隋成龙, 等. 镁合金/钛合金脉冲激光焊接头的组织、性能调控[J]. 中国激光, 2020, 47(1): 0102005. Gu Xiaoyan, Zhu Kaixuan, Sui Chenglong, et al. Research on drop transfer of ultra narrow gap laser wires filling welding of bogies frame for high speed trains[J]. Chinese Journal of Lasers, 2020, 47(1): 0102005.
[7] Gao M, Wang Z M, Yan J, et al. Dissimilar Ti/Mg alloy butt welding by fibre laser with mg filler wire - preliminary study[J]. Science and Technology of Welding and Joining, 2011, 16(6): 488 − 496. doi: 10.1179/1362171811Y.0000000033
[8] 刘红兵, 陶汪, 陈洁, 等. 激光填丝焊焊丝熔入行为特征[J]. 焊接学报, 2013, 34(11): 73 − 77. Liu Hongbing, Tao Wang, Chen Jie, et al. Filler wire dynamics during laser beam welding with filler wire[J]. Transactions of the China Welding Institution, 2013, 34(11): 73 − 77.
[9] Ohnishi T, Kawahito Y, Mizutani M, Katayama S. Butt welding of thick, high strength steel plate with a high power laser and hot wire to improve tolerance to gap variance and control weld metal oxygen content[J]. Science and Technology of Welding and Joining, 2013, 18(4): 314 − 322. doi: 10.1179/1362171813Y.0000000108
[10] Xie J. Dual beam laser welding[J]. Welding Journal, 2002, 81(10): 223 − 230.
-
期刊类型引用(6)
1. 杨鑫,韩红彪,闫晨宵,王锐. 送丝角度与方式对激光熔丝单道沉积层成形的影响. 焊接学报. 2024(04): 43-48+56+131-132 .  本站查看
本站查看
2. 闫帅,陈汉,石晓鹏,李泽,李志勇. 光纤激光填丝熔覆系统开发. 热加工工艺. 2023(11): 25-27+32 . 百度学术
3. 邵明皓,张华,刘德博,张健,王非凡. 6082铝合金激光-MIG复合焊工艺组织及性能研究. 应用激光. 2022(02): 1-7 . 百度学术
4. 韩善果,杨永强,蔡得涛,罗子艺,薛亚飞. 光丝位置对铝合金激光填丝焊接过程的影响. 激光技术. 2022(04): 481-485 . 百度学术
5. 范霁康,倪程,徐鸿林,彭勇,宋友民,王克鸿. 3003铝合金激光焊接组织和力学性能. 焊接. 2021(03): 22-25+62 . 百度学术
6. 吴雁,李朝阳,郭立新,肖礼军,孙士学. 焊接工艺参数对铝/铝激光焊焊缝形貌及力学性能的影响. 焊接. 2021(11): 27-30+47+62-63 . 百度学术
其他类型引用(0)
 下载:
下载:







计量
- 文章访问数: 633
- HTML全文浏览量: 39
- PDF下载量: 38
- 被引次数: 6
